CIESC Journal
2019, 70 (
):
136-145.
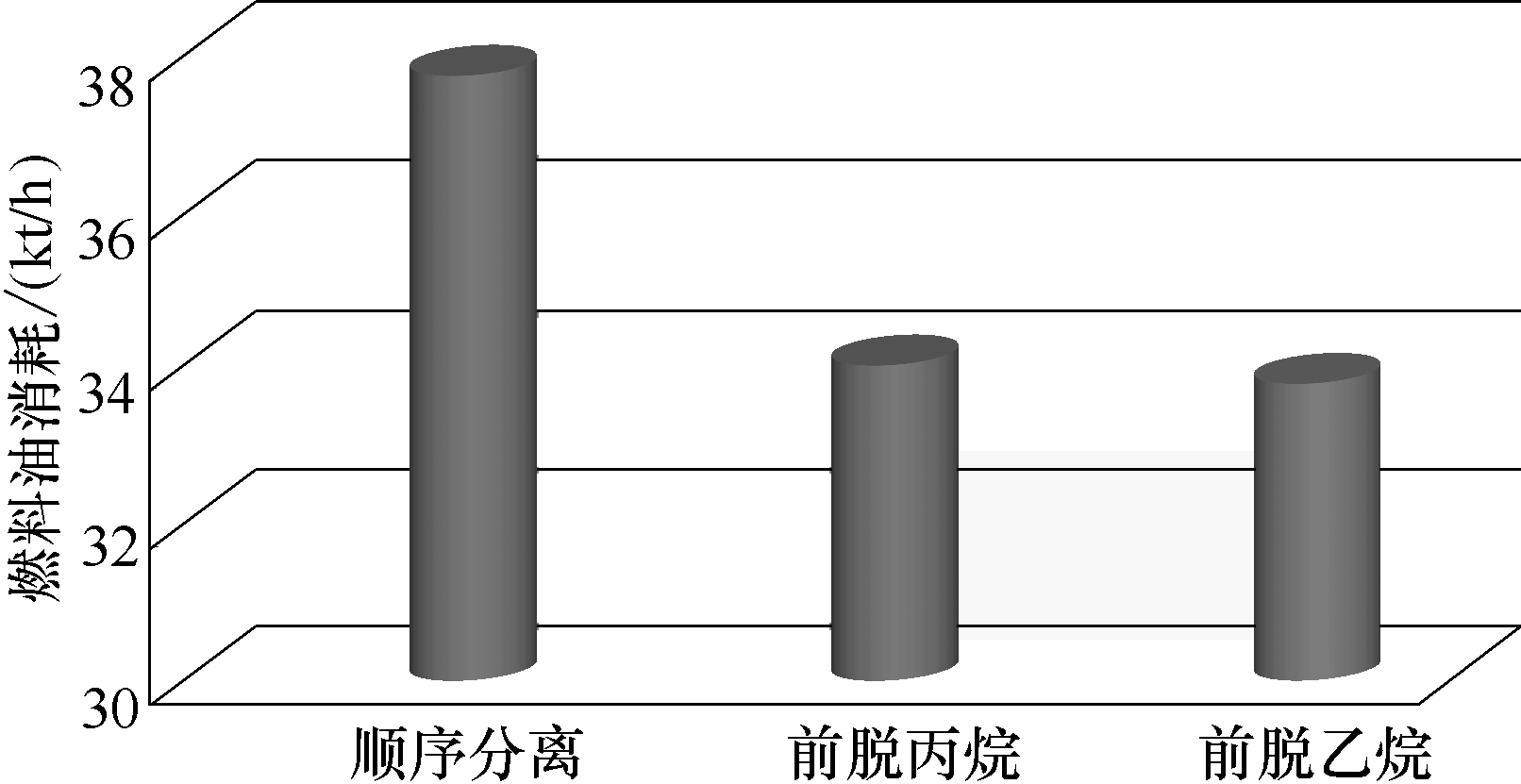
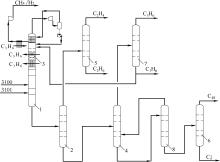
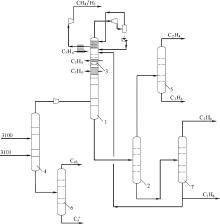
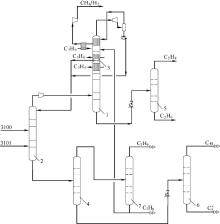
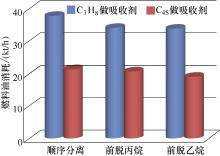
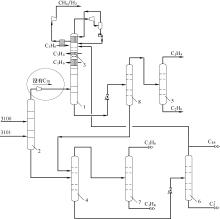
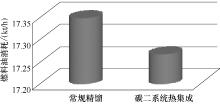
Based on the actual equipment of 1.7 million tons/year methanol to propylene (MTP), this paper studies and optimizes the MTP separation process, draws on the experience of separation of naphtha ethylene unit, and optimizes the formation characteristics of MTP product gas. The process combination, process simulation and optimization of the separation technology are carried out together with de-methanizer tower and its exhaust gas recovery system, highly thermal coupling decarburization system (de-ethanizer and ethylene rectifying column), sorbent selection, and screen out a more suitable separation technology consisting of the following process unit: pre-cutting front-end deethanizer, recovery of de-methanizer tail gas by combination of intercooling oil absorption and throttle expansion, highly thermally coupled deethanizer system, take carbon four mixture as absorbing agent, etc.Assuming that there are no ethylene, carbon four and carbon five cycles back to the MTP reactor, the ethylene loss in the exhaust meets the design requirements, using the optimized separation technique, the dual power of the compressor and propylene compressor is 19.8 MW. The simulation results show that the optimized flow has a good application prospect.




{kind=link}