CIESC Journal ›› 2019, Vol. 70 ›› Issue (1): 136-145.DOI: 10.11949/j.issn.0438-1157.20171033
• Separation engineering • Previous Articles Next Articles
Zizong WANG1,2,Hongqian LIU3( ),Jiming WANG1
),Jiming WANG1
Received:2018-07-31
Revised:2018-10-30
Online:2019-01-05
Published:2019-01-05
Contact:
Hongqian LIU
王子宗1,2,刘洪谦3(),王基铭1
通讯作者:
刘洪谦
作者简介:王子宗(1965—),男,博士研究生,教授级高工|刘洪谦(1965—),男,博士,副教授,<email>liuhq.sei@sinopec.com</email>
基金资助:CLC Number:
Zizong WANG, Hongqian LIU, Jiming WANG. Research and optimization of separation technology of methanol to propylene[J]. CIESC Journal, 2019, 70(1): 136-145.
王子宗, 刘洪谦, 王基铭. 甲醇制丙烯分离流程的研究与优化[J]. 化工学报, 2019, 70(1): 136-145.
Add to citation manager EndNote|Ris|BibTeX
URL: https://hgxb.cip.com.cn/EN/10.11949/j.issn.0438-1157.20171033
| 组分 | 摩尔分数/% |
|---|---|
| H2 | 0.2 |
| N2 | 0 |
| O2 | 0 |
| CO | 0.4 |
| CO2 | 0.15 |
| H2S | 0 |
| oxide | 1.7 |
| CH4 | 3.8 |
| C2H2 | 0 |
| C2H6 | 2.2 |
| C2H4 | 14.3 |
| C3H8 | 0.7 |
| C3H6 | 25.2 |
| C3H4 | 0 |
| C4 | 20.1 |
| C5 + | 31.25 |
Table 1 Composition of product gas from methanol-to-propylene device[3]
| 组分 | 摩尔分数/% |
|---|---|
| H2 | 0.2 |
| N2 | 0 |
| O2 | 0 |
| CO | 0.4 |
| CO2 | 0.15 |
| H2S | 0 |
| oxide | 1.7 |
| CH4 | 3.8 |
| C2H2 | 0 |
| C2H6 | 2.2 |
| C2H4 | 14.3 |
| C3H8 | 0.7 |
| C3H6 | 25.2 |
| C3H4 | 0 |
| C4 | 20.1 |
| C5 + | 31.25 |
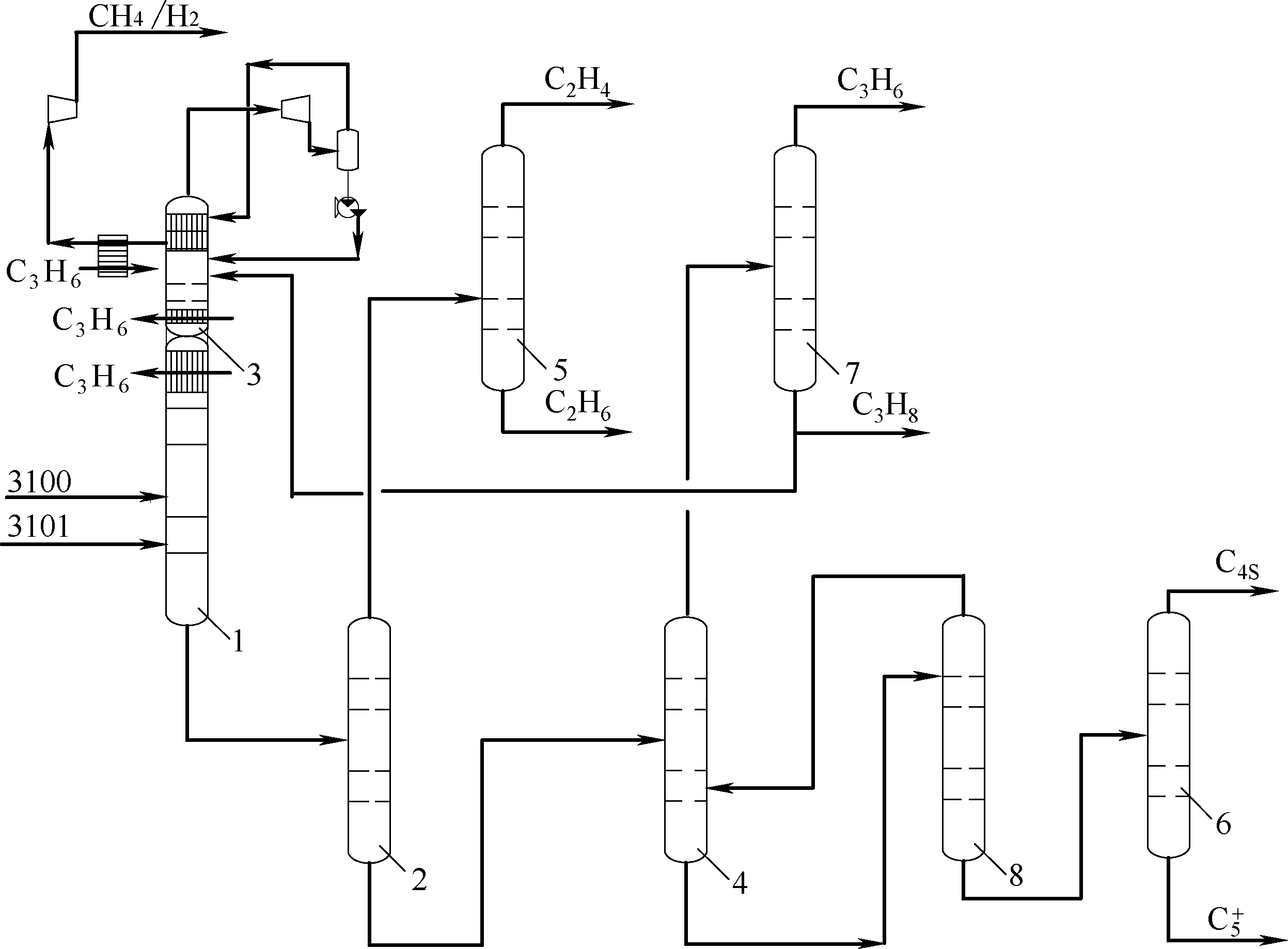
Fig.1 Schematic diagram of sequential separation technique (C3H8 as absorbent)
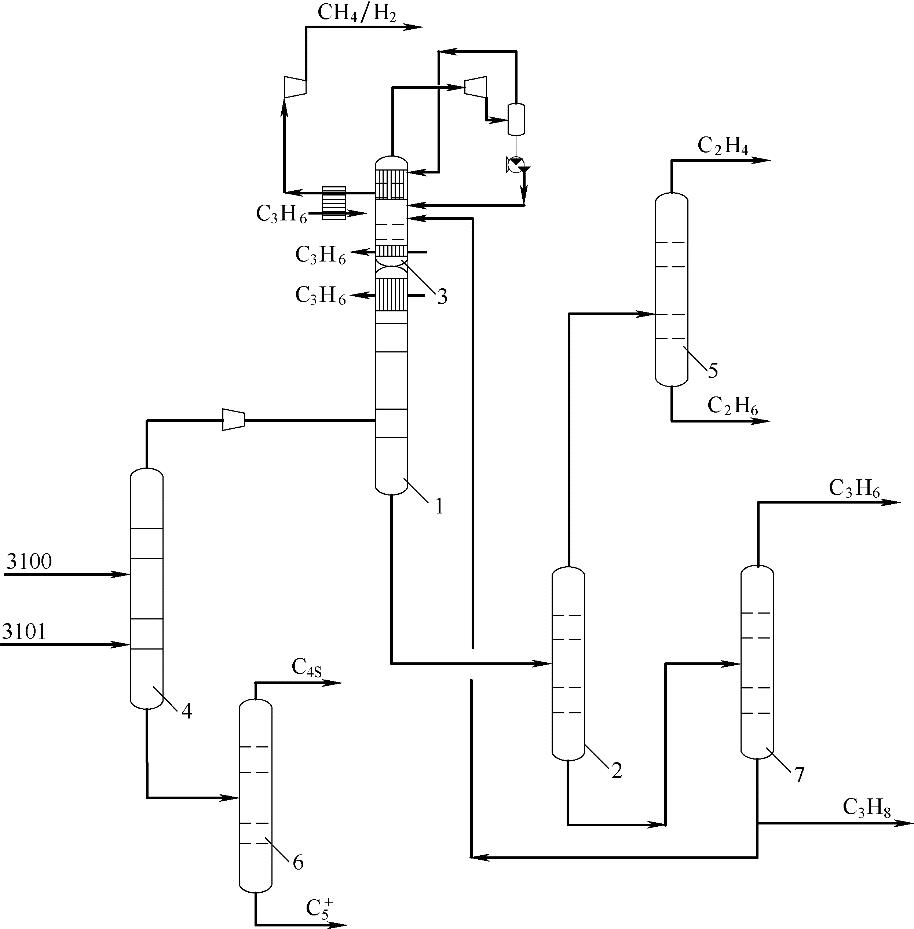
Fig.2 Schematic diagram of front-end depropanization separation technique (C3H8 as absorbent)
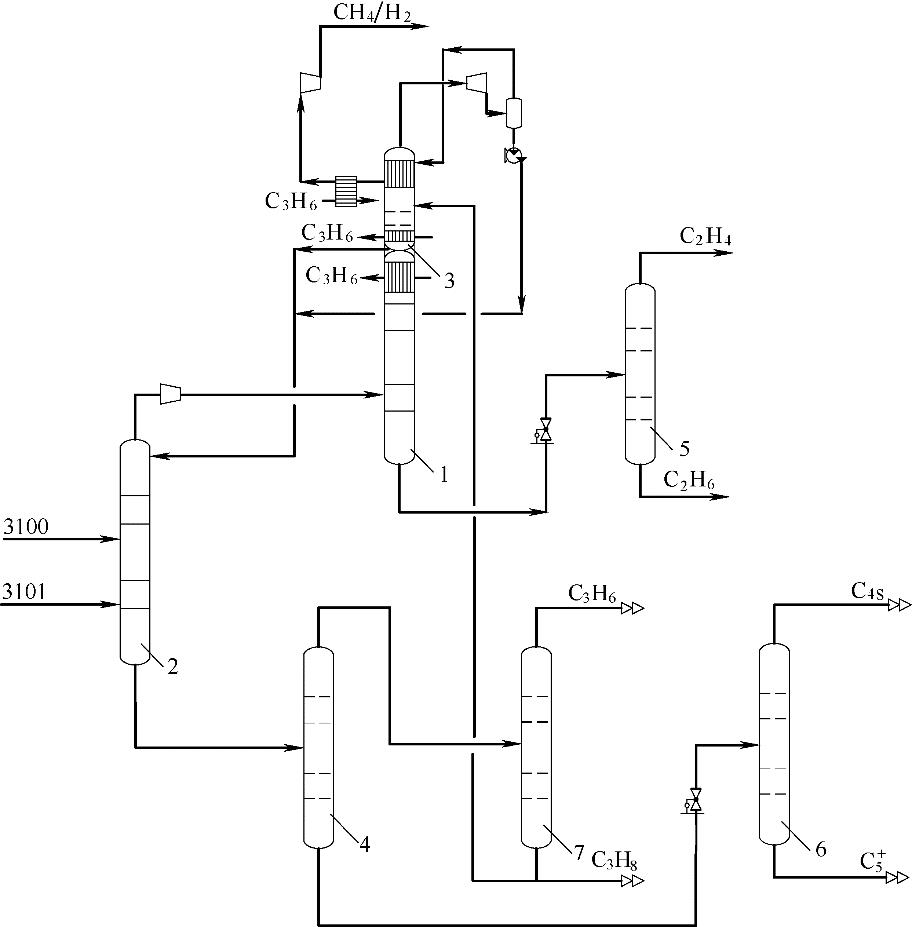
Fig.3 Schematic diagram of front-end deethanizer separation technique (C3H8 as absorbent)
| 流程 | 产品气压缩机/MW | 丙烯压缩机/MW | 冷却水消耗/(kt/h) | 低压蒸汽消耗/(t/h) | 高压蒸汽消耗/(t/h) |
|---|---|---|---|---|---|
| 顺序分离 | 12.80 | 8.43 | 43.95 | 160.5 | 143.7 |
| 前脱丙烷 | 13.74 | 10.31 | 46.266 | 183 | 162.8 |
| 前脱乙烷 | 13.3 | 8.3 | 51.331 | 186 | 149.3 |
Table 2 Utility consume of sequential separation, front-end depropanizer and front-end deethanizer processes (C3H8 as absorbent)
| 流程 | 产品气压缩机/MW | 丙烯压缩机/MW | 冷却水消耗/(kt/h) | 低压蒸汽消耗/(t/h) | 高压蒸汽消耗/(t/h) |
|---|---|---|---|---|---|
| 顺序分离 | 12.80 | 8.43 | 43.95 | 160.5 | 143.7 |
| 前脱丙烷 | 13.74 | 10.31 | 46.266 | 183 | 162.8 |
| 前脱乙烷 | 13.3 | 8.3 | 51.331 | 186 | 149.3 |
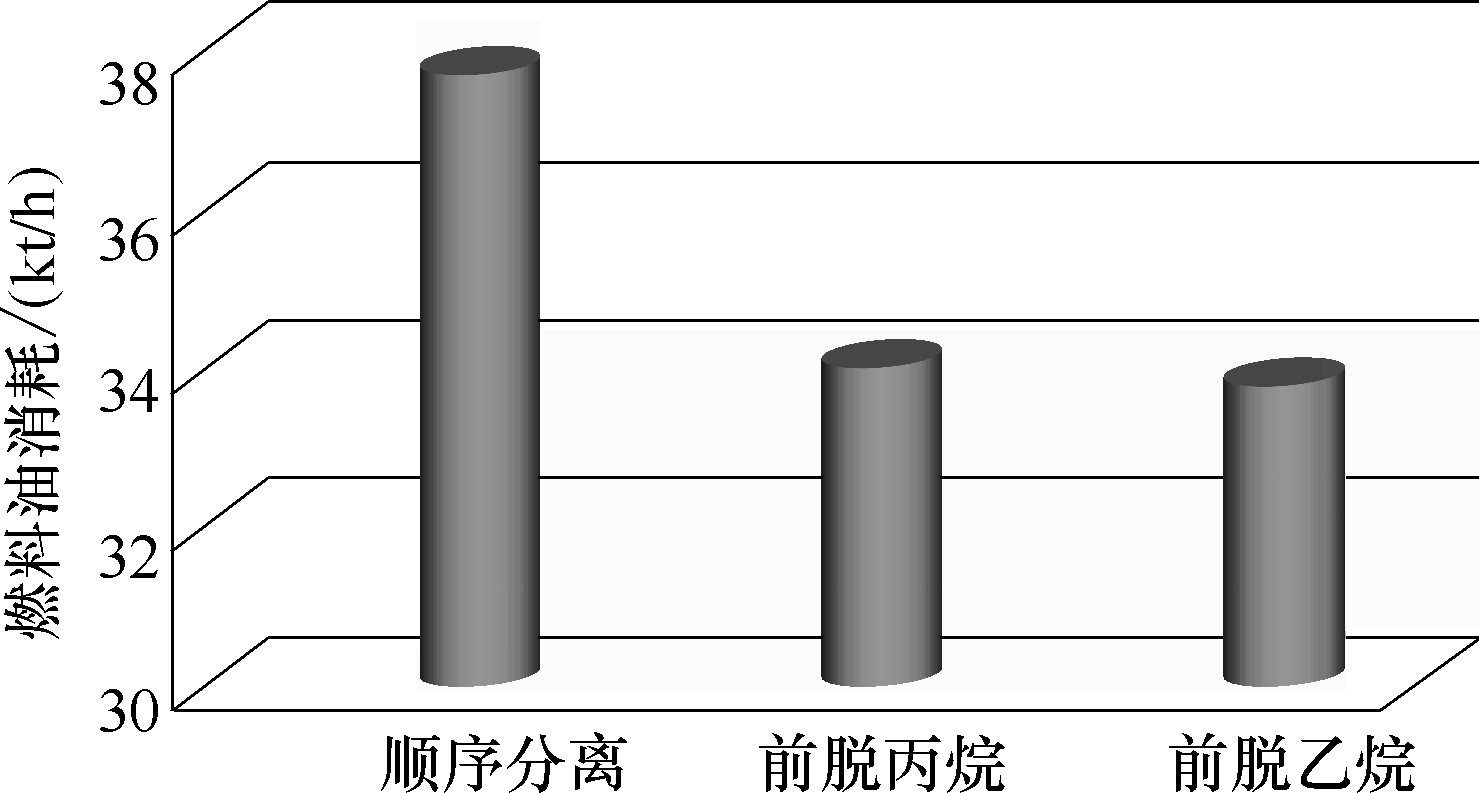
Fig.4 Comparison of standard fuel oil consumption in sequential separation, front-end depropanizer and front-end deethanizer processes (C3H8 as absorbent)

Fig.5 Schematic diagram of sequential separation technique (C4S as absorbent)
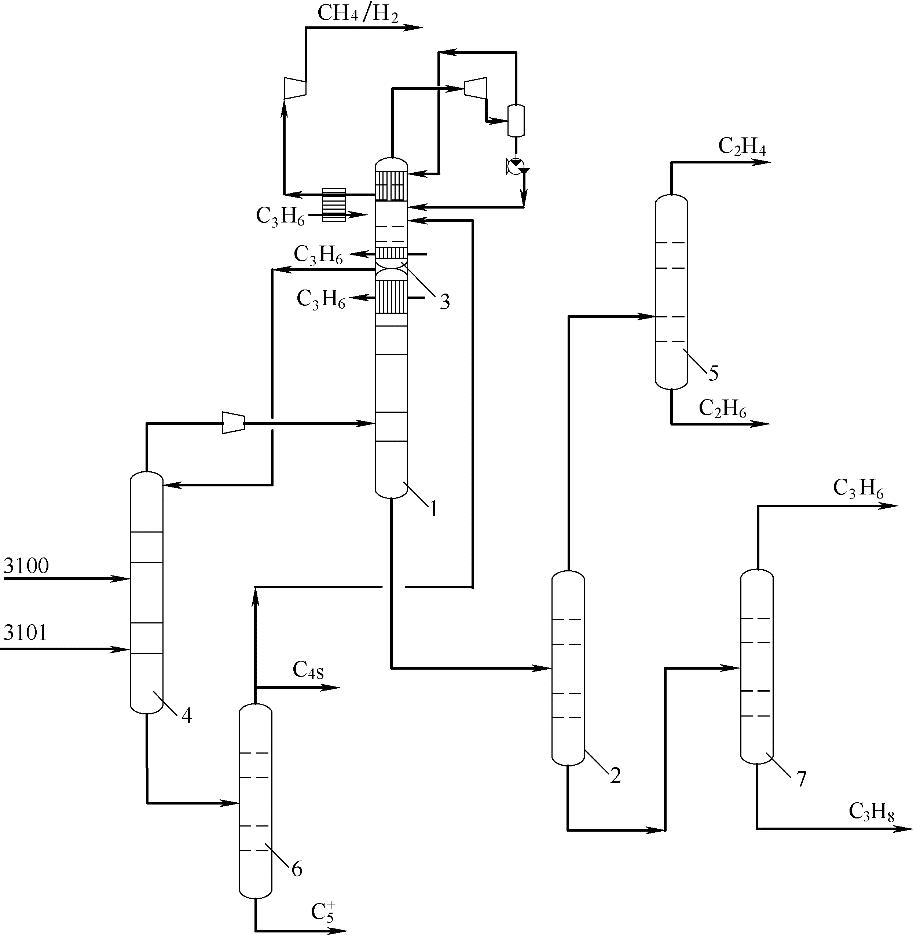
Fig.6 Schematic diagram of front-end depropanizer separation technique (C4S as absorbent)

Fig.7 Schematic diagram of front-end deethanizer separation technique (C4S as absorbent)
| 流程 | 产品气压缩机/MW | 丙烯压缩机/MW | 冷却水消耗/(kt/h) | 低压蒸汽消耗(t/h) | 高压蒸汽消耗/(t/h) |
|---|---|---|---|---|---|
| 顺序分离 | 12.80 | 7.66 | 39.60 | 129 | 139 |
| 前脱丙烷 | 14.00 | 10.01 | 37.165 | 89 | 162.8 |
| 前脱乙烷 | 13.00 | 8.26 | 37.036 | 90.6 | 143 |
Table 3 Utility consume of sequential separation, front-end depropanizer and front-end deethanizer processes (C4S as absorbent) (clear cutting rectification)
| 流程 | 产品气压缩机/MW | 丙烯压缩机/MW | 冷却水消耗/(kt/h) | 低压蒸汽消耗(t/h) | 高压蒸汽消耗/(t/h) |
|---|---|---|---|---|---|
| 顺序分离 | 12.80 | 7.66 | 39.60 | 129 | 139 |
| 前脱丙烷 | 14.00 | 10.01 | 37.165 | 89 | 162.8 |
| 前脱乙烷 | 13.00 | 8.26 | 37.036 | 90.6 | 143 |
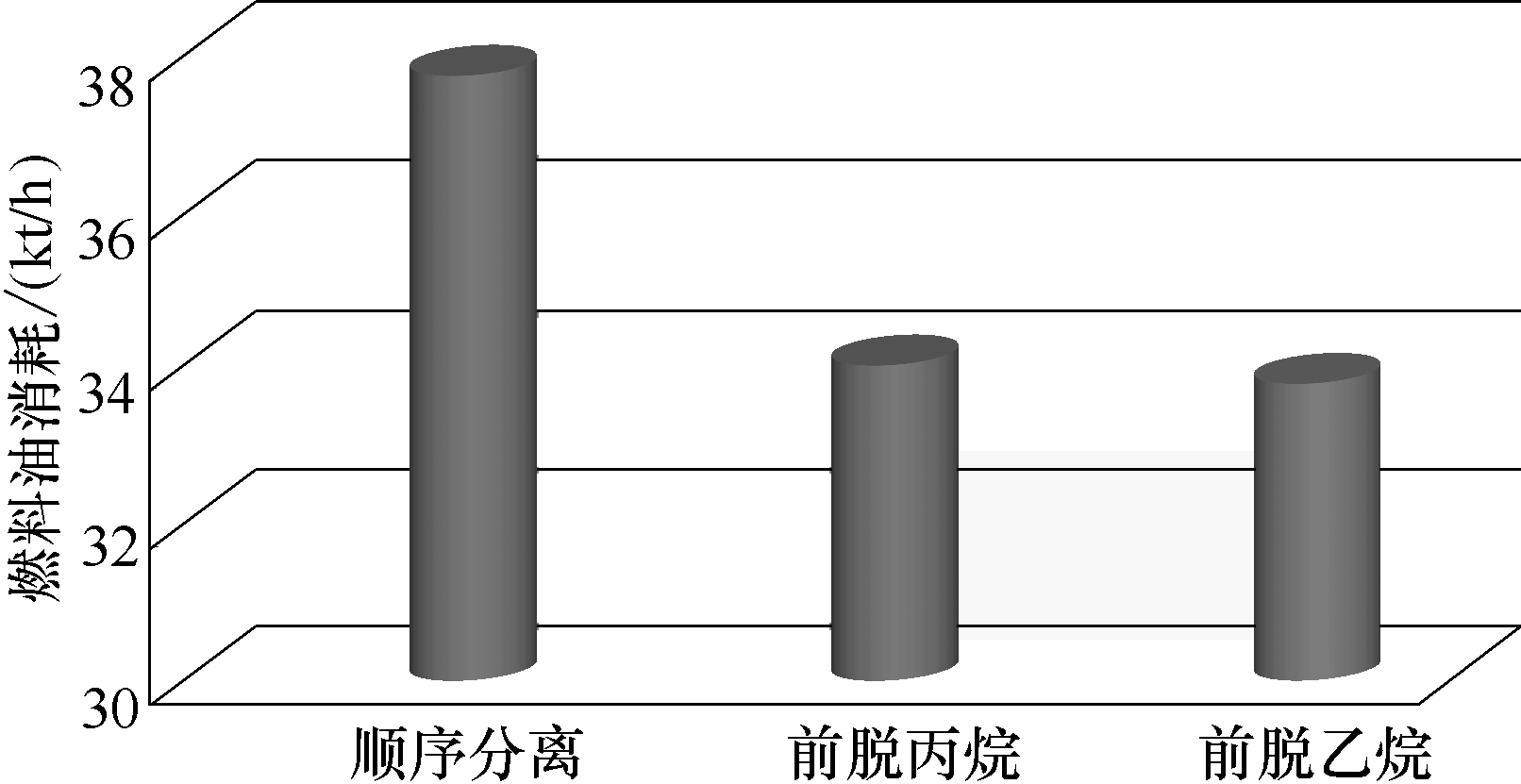
Fig.8 Comparison of standard fuel oil consumption in sequential separation, front-end depropanizer and front-end deethanizer processes(C4S as absorbent) (clear cutting rectification)
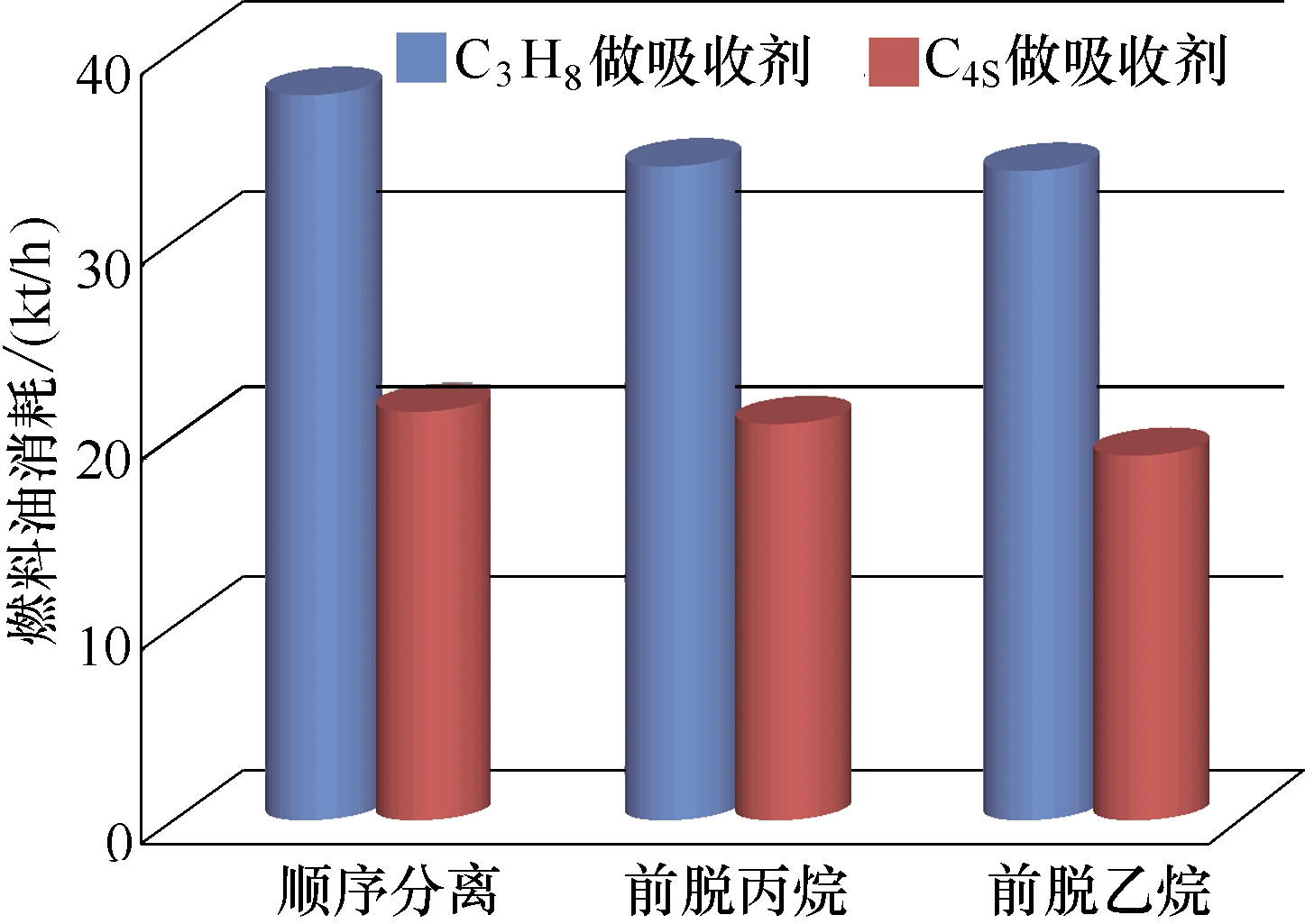
Fig.9 Standard fuel oil consumption of separation section using C3H8 and C4S as absorbent individually
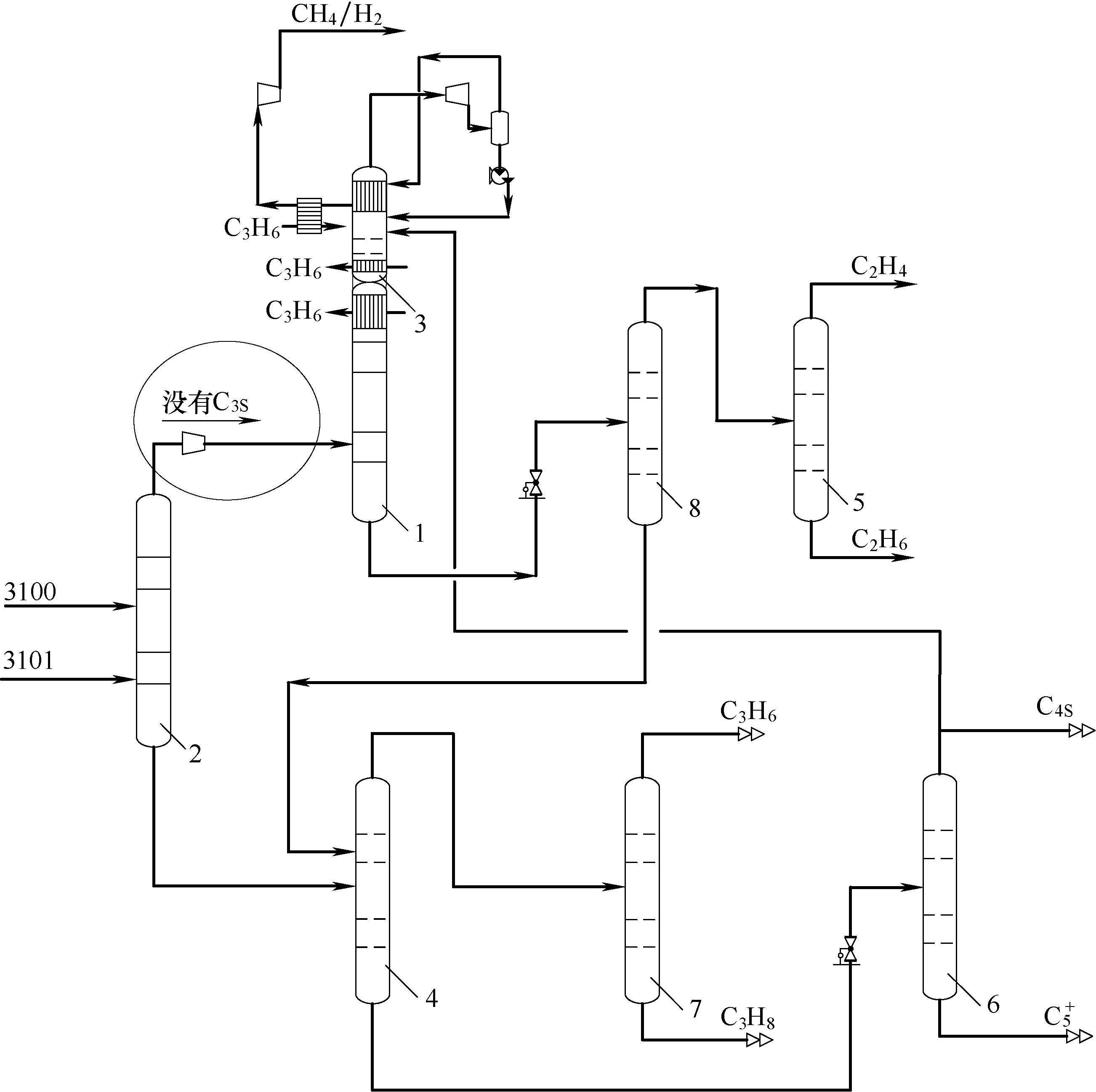
Fig.10 Schematic diagram of front-end deethanizer separation process (C4S as absorbent, non-clear cutting)
| 流程 | 产品气压缩机/MW | 丙烯压缩机/MW | 冷却水消耗/ (kt/h) | 低压蒸汽消耗/ (t/h) | 高压蒸汽消耗/ (t/h) |
|---|---|---|---|---|---|
| 图7流程(清晰切割) | 12.86 | 7.75 | 37.0 | 104 | 140 |
| 图10流程(非清晰切割-第二脱乙烷塔) | 12.8 | 7.1 | 209 | 77 | 135 |
Table 4 Utility consume of front end de-deethanizer (C4S as absorbent)
| 流程 | 产品气压缩机/MW | 丙烯压缩机/MW | 冷却水消耗/ (kt/h) | 低压蒸汽消耗/ (t/h) | 高压蒸汽消耗/ (t/h) |
|---|---|---|---|---|---|
| 图7流程(清晰切割) | 12.86 | 7.75 | 37.0 | 104 | 140 |
| 图10流程(非清晰切割-第二脱乙烷塔) | 12.8 | 7.1 | 209 | 77 | 135 |

Fig.11 Comparison of fuel oil consumption of front-deethanizer process (clear cutting and non-clear cutting)

Fig.12 Thermally coupled non-clear cutting process of front-end deethanizer separation technique (C4S as absorbent)
| 产品气压缩机/MW | 丙烯压缩机/MW | 冷却水消耗/(kt/h) | 低压蒸汽消耗/(t/h) | 高压蒸汽消耗/(t/h) |
|---|---|---|---|---|
| 12.8 | 7.05 | 210 | 77.4 | 135.2 |
Table 5 Utility consume of thermally coupled front-end deethanizer separation technique (C4S as absorbent)
| 产品气压缩机/MW | 丙烯压缩机/MW | 冷却水消耗/(kt/h) | 低压蒸汽消耗/(t/h) | 高压蒸汽消耗/(t/h) |
|---|---|---|---|---|
| 12.8 | 7.05 | 210 | 77.4 | 135.2 |
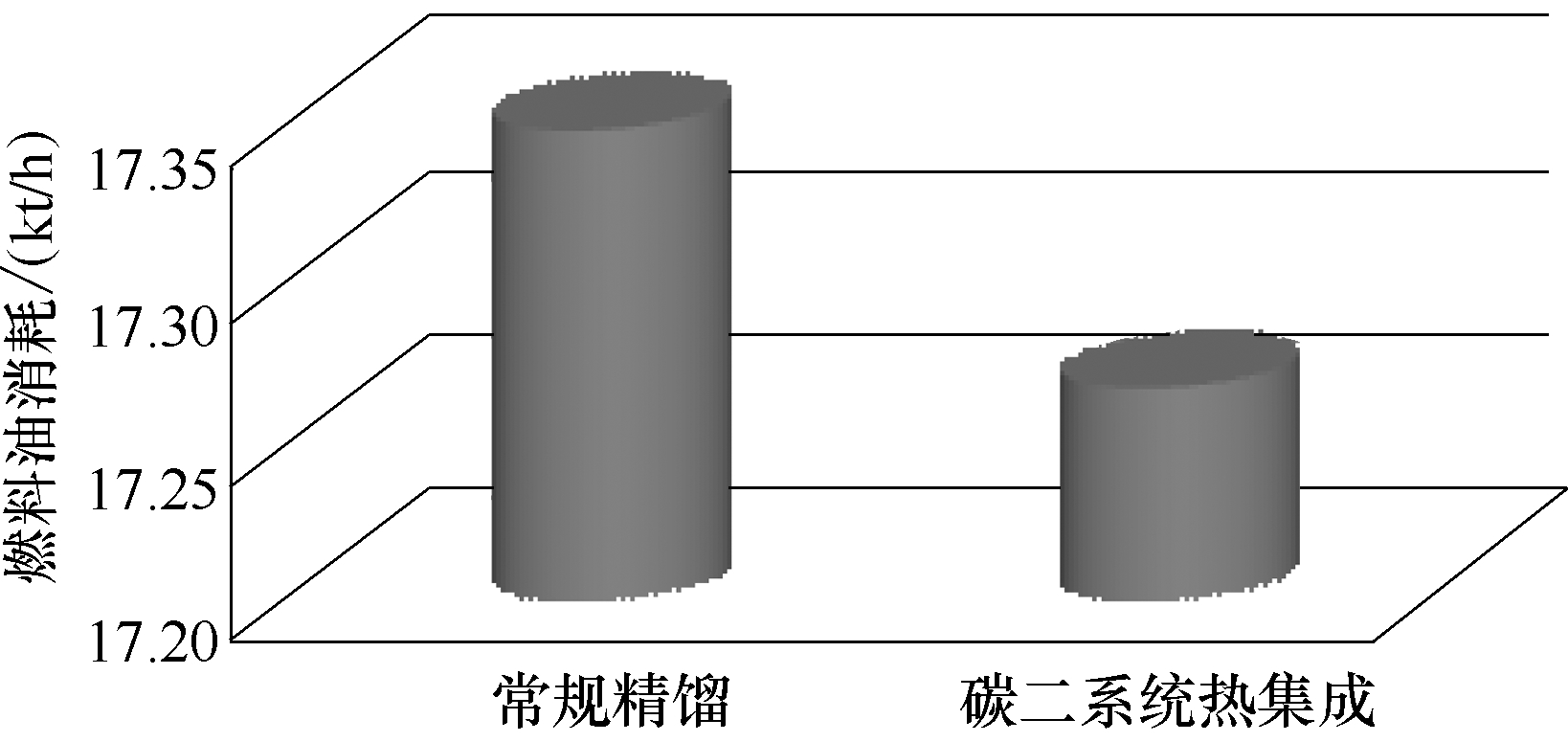
Fig.13 Comparison of standard fuel oil consumption in conventional and thermally coupled for non-clear cutting front-end deethanizer separation
| 1 | Rothaemel M , Holtmann H D . Methanol to propylene MTP: Lurgi is way[J]. Erdol Erdgas Kohle, 2002, 118(5): 234- 237. |
| 2 | 曹湘洪 .重视甲醇制乙烯丙烯的技术开发大力开拓天然气新用途[J].当代石油石化, 2004, 12(12): 1-6. |
| Cao X H . Attaching great important to technical development of MTO & MTP, devoting major efforts to explore new application of natural gas [J]. Petroleum & Petrochemical Today, 2004, 12(12): 1-6. | |
| 3 | 胡玉梅 . 甲醇制丙烯技术应用前景及装置建设相关问题探讨[J].国际石油经济, 2005, 13(9): 45-49. |
| Hu Y M . Prospects of MTP application and development of related equipment. [J]. International Petroleum Economics, 2005, 13(9): 45-49. | |
| 4 | 柯丽, 冯静, 张明森 . 甲醇转化制烯烃技术的新进展[J]. 石油化工, 2006, 35(3): 205-211. |
| Ke L , Feng J , Zhang M S . Advances in catalytic conversion process of methanol[J]. Petrochemical Technology , 2006, 35(3): 205-211. | |
| 5 | 毛东森, 郭强胜, 卢冠忠 . 甲醇转化制丙烯技术进展[J].石油化工, 2008, 37(12): 1328-1333. |
| Mao D S , Guo Q S , Lu G Z . Advances in catalytic conversion of methanol to propylene[J]. Petrochemical Technology, 2008, 37(12): 1328-1333. | |
| 6 | 潘澍宇, 江洪波, 翁惠新 . 甲醇作为催化裂化部分进料的反应过程[J].化工学报, 2006, 57(4): 785-790. |
| Pan S Y , Jiang H B , Weng H X . Reaction of methanol as part of FCC feedstock [J]. Journal of Chemical Industry and Engineering (China), 2006, 57(4) : 785-790. | |
| 7 | 朱杰, 崔宇, 陈元君, 等 . 甲醇制烯烃过程研究进展[J].化工学报, 2010, 61(7): 1674-1684. |
| Zhu J , Cui Y , Chen Y J , et al . Recent researches on process from methanol to olefins [J]. CIESC Journal, 2010, 61(7): 1674-1684. | |
| 8 | 吴文章, 郭文瑶, 肖文德, 等 . 甲醇与C4~C6烯烃共反应制丙烯副产物生成途径[J]. 化工学报, 2012, 63(2): 493-499. |
| Wu W Z , Guo W Y , Xiao W D , et al . Reaction path for formation of by-products in co-reaction of methanol and C4—C6 alkenes to propylene[J]. CIESC Journal, 2012, 63(2): 493 - 499. | |
| 9 | 严丽霞, 蒋云涛, 蒋斌波, 等 . 移动床甲醇制丙烯技术的工艺与工程[J]. 化工学报, 2014, 65(1): 2-11. |
| Yan L X , Jiang Y T , Jiang B B , et al . Methanol to propylene process using moving bed technology and its engineering study[J]. CIESC Journal, 2014, 65(1): 2-11. | |
| 10 | 陈硕, 王定博, 吉媛媛, 等 . 丙烯为目的产物的技术进展[J].石油化工, 2011, 40 (2): 217-224. |
| Chen S , Wang D B , Ji Y Y , et al . Development in on-purpose propylene technology[J]. Petrochemical Technology, 2011, 40(2): 217-224. | |
| 11 | 王松汉 . 乙烯装置技术与运行[M]. 北京: 中国石化出版社有限公司, 2009. |
| Wang S H . Technology and Operation of Ethylene Plant [M]. Beijing: China Petrochemical Press Co. Ltd., 2009. | |
| 12 | 王松汉 . 乙烯工艺与技术(精化版)[M]. 北京: 中国石化出版社有限公司, 2012. |
| Wang S H .The Production Process and Technology (Essence Edition) [M]. Beijing: China Petrochemical Press Co. Ltd., 2012. | |
| 13 | 陈明辉, 王俭, 李勇 . 国际先进乙烯装置分离技术的进展[J]. 化学反应工程与工艺, 2005, 21 (6): 542-550. |
| Chen M H , Wang J , Li Y . Progress in separation technology of world ethylene plant[J]. Chemical Reaction Engineering and Technology,2005, 21(6): 542-550. | |
| 14 | 王子宗 . 一种从甲醇制丙烯产品气中回收乙烯的系统及方法: 201410247261.3[P]. 2017-06-20. |
| Wang Z Z . A system and method for recovering ethylene from gas from methanol to propylene production: 201410247261.3[P]. 2017- 06-20. | |
| 15 | 王子宗 . 一种组合吸收塔、尾气膨胀系统及尾气回收方法: 201410462689.X [P]. 2017-09-12. |
| Wang Z Z . A combined absorption tower, tail gas expansion system and tail gas recovery method: 201410462689.X [P].2017-09-12. | |
| 16 | 王松汉 . 改进的分凝分馏塔系统: 1070385C [P].2001-09-05. |
| Wang S H . Improved fractionating and fractionating tower system: 1070385C[P]. 2001-09-05. | |
| 17 | 王子宗, 王松汉, 李广华 . 分凝分馏塔工业试验[J]. 石油化工, 2003, 32(S): 816-818. |
| Wang Z Z , Wang S H , Li G H . Industrial test of fractionating fractionator [J]. Petrochemical Technology, 2003, 32(S): 816-818. | |
| 18 | 龚旭辉 . 一种利用甲醇生产丙烯和高辛烷值汽油的方法: 201110242549.8A[P].2012-06-20. |
| Gong X H . A method for producing propylene and high octane gasoline by using methanol: 201110242549.8A[P].2012-06-20. | |
| 19 | 李围潮, 王松汉 .油吸收分离流程的可行性分析和评价[J]. 乙烯工业, 1999, 11(2): 7-11. |
| Li W C , Wang S H . Feasibility analysis and evaluation of oil absorption and separation process[J]. Ethylene Industry, 1999, 11(2): 7-11. | |
| 20 | Jana A K . Heat integrated distillation operation [J]. Appl. Energ., 2010, 87(5): 1477-1494. |
| 21 | Linnhoff B , Dunford H , Smith R . Heat integration of distillation columns into overall processes[J]. Chem. Eng. Sci., 1983, 38(8): 1175-1188. |
| 22 | Wright R O . Fractionation apparatus: US 2471134[P]. 1949-05-24. |
| 23 | Petlyuk F B , Platonoy V M , Slavinskii D M . Thermodynamically optimal method for separating multicomponent mixtures [J]. Int. Chem. Eng., 1965, 5: 555-561. |
| 24 | Wolff E A , Skogestad S . Operation of integrated three-product (Petlyuk) distillation column [J]. Ind Eng. Chem. Res., 1995, 34(6): 2094-2103. |
| 25 | Kaibel G . Distillation columns with vertical partitions[J]. Chem. Eng. Technol., 1987, 10(1): 92-98. |
| 26 | 刘雪刚, 何畅, 雷杨, 等 . 基于塔总组合曲线的内部热耦合精馏塔优化设计方法[J]. 化工学报, 2017, 68(4): 1482-1489. |
| Liu X G , He C , Lei Y , et al . Optimized design method for internal heat-integrated distillation columns based on column grand composite curve [J]. CIESC Journal, 2017, 68(4): 1482-1489. | |
| 27 | 常亮, 刘兴高 . 内部热耦合空分塔的节能优化分析[J]. 化工学报, 2012, 63(9): 2936-2940. |
| Chang L , Liu X G . Energy optimization analyses of internal thermally coupled air separation columns [J]. CIESC Journal, 2012, 63(9): 2936-2940. | |
| 28 | 李玉刚, 王晓红, 郑世清, 等 . 含非清晰塔的精馏系统综合[J].化工学报, 2008, 59(2): 415-419. |
| Li Y G , Wang X H , Zheng S Q , et al . Synthesis of distillation system consideration no-sharp separation [J]. Journal of Chemical Industry and Engineering (China), 2008, 59(2): 415-419. |
| [1] | Congqi HUANG, Yimei WU, Jianye CHEN, Shuangquan SHAO. Simulation study of thermal management system of alkaline water electrolysis device for hydrogen production [J]. CIESC Journal, 2023, 74(S1): 320-328. |
| [2] | Zhenghao JIN, Lijie FENG, Shuhong LI. Energy and exergy analysis of a solution cross-type absorption-resorption heat pump using NH3/H2O as working fluid [J]. CIESC Journal, 2023, 74(S1): 53-63. |
| [3] | Zehao MI, Er HUA. DFT and COSMO-RS theoretical analysis of SO2 absorption by polyamines type ionic liquids [J]. CIESC Journal, 2023, 74(9): 3681-3696. |
| [4] | Ruihang ZHANG, Pan CAO, Feng YANG, Kun LI, Peng XIAO, Chun DENG, Bei LIU, Changyu SUN, Guangjin CHEN. Analysis of key parameters affecting product purity of natural gas ethane recovery process via ZIF-8 nanofluid [J]. CIESC Journal, 2023, 74(8): 3386-3393. |
| [5] | Xingzhi HU, Haoyan ZHANG, Jingkun ZHUANG, Yuqing FAN, Kaiyin ZHANG, Jun XIANG. Preparation and microwave absorption properties of carbon nanofibers embedded with ultra-small CeO2 nanoparticles [J]. CIESC Journal, 2023, 74(8): 3584-3596. |
| [6] | Xinyue WANG, Junjie WANG, Sixian CAO, Cui WANG, Lingkun LI, Hongyu WU, Jing HAN, Hao WU. Effect of glass primary container surface modification on monoclonal antibody aggregates induced by mechanical stress [J]. CIESC Journal, 2023, 74(6): 2580-2588. |
| [7] | Lei WANG, Lei WANG, Yunlong BAI, Liuliu HE. Preparation of SA lithium ion sieve membrane and its adsorptive properties [J]. CIESC Journal, 2023, 74(5): 2046-2056. |
| [8] | Mujin LI, Song HU, Depan SHI, Peng ZHAO, Rui GAO, Jinlong LI. A process for offgas absorption and purification of 1,2-butylene oxide [J]. CIESC Journal, 2023, 74(4): 1607-1618. |
| [9] | Can YANG, Xueqi SUN, Minghua SHANG, Jian ZHANG, Xiangping ZHANG, Shaojuan ZENG. Research status and prospect of CO2 absorption and separation by phase-change ionic liquid systems [J]. CIESC Journal, 2023, 74(4): 1419-1432. |
| [10] | Wanyuan HE, Yiyu CHEN, Chunying ZHU, Taotao FU, Xiqun GAO, Youguang MA. Study on gas-liquid mass transfer characteristics in microchannel with array bulges [J]. CIESC Journal, 2023, 74(2): 690-697. |
| [11] | Xuqing WANG, Shenglin YAN, Litao ZHU, Xibao ZHANG, Zhenghong LUO. Research progress on the mass transfer process of CO2 absorption by amines in a packed column [J]. CIESC Journal, 2023, 74(1): 237-256. |
| [12] | Liyuan LI, Jianqiang WANG, Yi CHEN, Youdi GUO, Jian ZHOU, Zhicheng LIU, Yangdong WANG, Zaiku XIE. Study on the mesoscale mechanism of coking and deactivation of ZSM-5 catalyst in methanol to propylene reaction [J]. CIESC Journal, 2022, 73(6): 2669-2676. |
| [13] | Yiwei ZHANG, Hairong TANG, Yong HE, Yanqun ZHU, Zhihua WANG. Experimental study of nitrogen balance in the process of flue gas denitration by ozone low-temperature oxidation [J]. CIESC Journal, 2022, 73(4): 1732-1742. |
| [14] | Yanlong JIANG, Ni ZHANG, Danran LI, Bingbing ZHU, Yichen JIANG, Haijun CHEN, Yuezhao ZHU. Selected ionic liquids by COSMO-RS method for tar removal [J]. CIESC Journal, 2022, 73(4): 1704-1713. |
| [15] | Meng HUO, Xiaowan PENG, Jin ZHAO, Qiuwei MA, Chun DENG, Bei LIU, Guangjin CHEN. COSMO-RS based solvent screening and H2/CO separation experiments for CO absorption by ionic liquids [J]. CIESC Journal, 2022, 73(12): 5305-5313. |
| Viewed | ||||||
|
Full text |
|
|||||
|
Abstract |
|
|||||

