CIESC Journal ›› 2025, Vol. 76 ›› Issue (8): 3954-3963.DOI: 10.11949/0438-1157.20250133
• Fluid dynamics and transport phenomena • Previous Articles Next Articles
Chenglong XU1( ), Guo LI1, Yu WANG1, Linsheng XIE1(), Guohui ZHANG2, Pengfei LIANG2
), Guo LI1, Yu WANG1, Linsheng XIE1(), Guohui ZHANG2, Pengfei LIANG2
Received:2025-02-13
Revised:2025-03-11
Online:2025-09-17
Published:2025-08-25
Contact:
Linsheng XIE
徐成龙1(), 李果1, 王玉1, 谢林生1(), 张国辉2, 梁鹏飞2
通讯作者:
谢林生
作者简介:徐成龙(2000—),男,硕士,xcl1526259715@163.com
CLC Number:
Chenglong XU, Guo LI, Yu WANG, Linsheng XIE, Guohui ZHANG, Pengfei LIANG. Simulation study of screw extrusion forming die for complex propellant grains with uniform arc thickness[J]. CIESC Journal, 2025, 76(8): 3954-3963.
徐成龙, 李果, 王玉, 谢林生, 张国辉, 梁鹏飞. 等弧厚复杂药型螺压成型模具的模拟仿真研究[J]. 化工学报, 2025, 76(8): 3954-3963.
Add to citation manager EndNote|Ris|BibTeX
Fig.1 Cross-sectional schematic diagram of the 3D flow channel model in screw extrusion forming process
Fig.2 Schematic diagram of the four grain geometries
Fig.3 Rheological characteristic curve of the propellant material
| 边界位置 | 边界代号 | 边界条件 |
|---|---|---|
| 入口 | inlet | fn=fs=104 |
| 螺杆机筒内壁 | outwall_1 | vn=vs=0 |
| 螺杆表面 | inner_1 | vx,vy,vz |
| 模具机筒内壁 | outwall_2 | vn=vs=0 |
| 模具模针表面 | inner_2 | vn=vs=0 |
| 出口 | outlet | fn=fs=0 |
Table 1 Flow boundary conditions
| 边界位置 | 边界代号 | 边界条件 |
|---|---|---|
| 入口 | inlet | fn=fs=104 |
| 螺杆机筒内壁 | outwall_1 | vn=vs=0 |
| 螺杆表面 | inner_1 | vx,vy,vz |
| 模具机筒内壁 | outwall_2 | vn=vs=0 |
| 模具模针表面 | inner_2 | vn=vs=0 |
| 出口 | outlet | fn=fs=0 |
Fig.4 Curve of extrusion pressure variation along the axial direction of the die
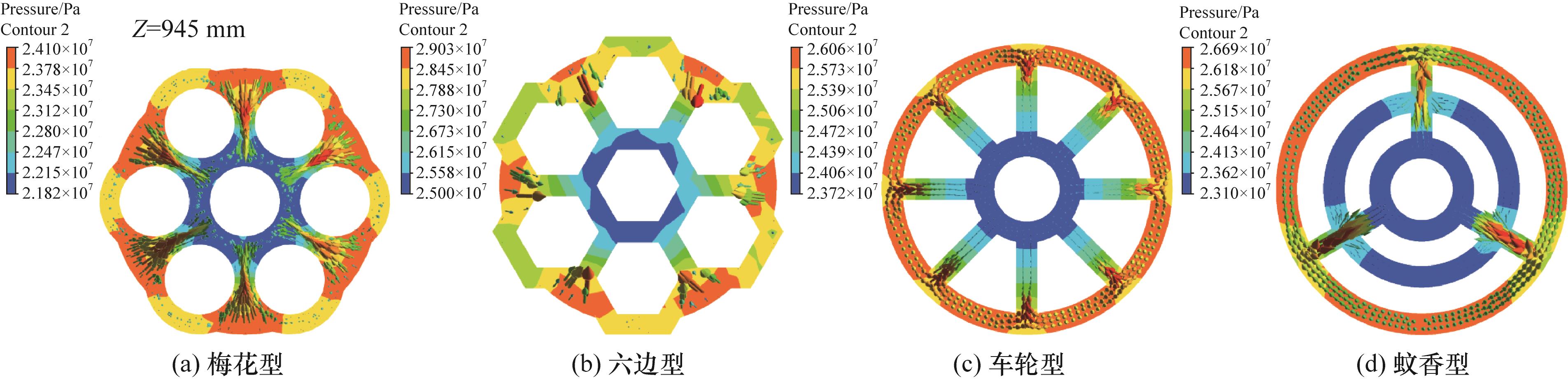
Fig.5 Comparison cloud diagram of extrusion pressure in the cross-section of dies for different grain geometries
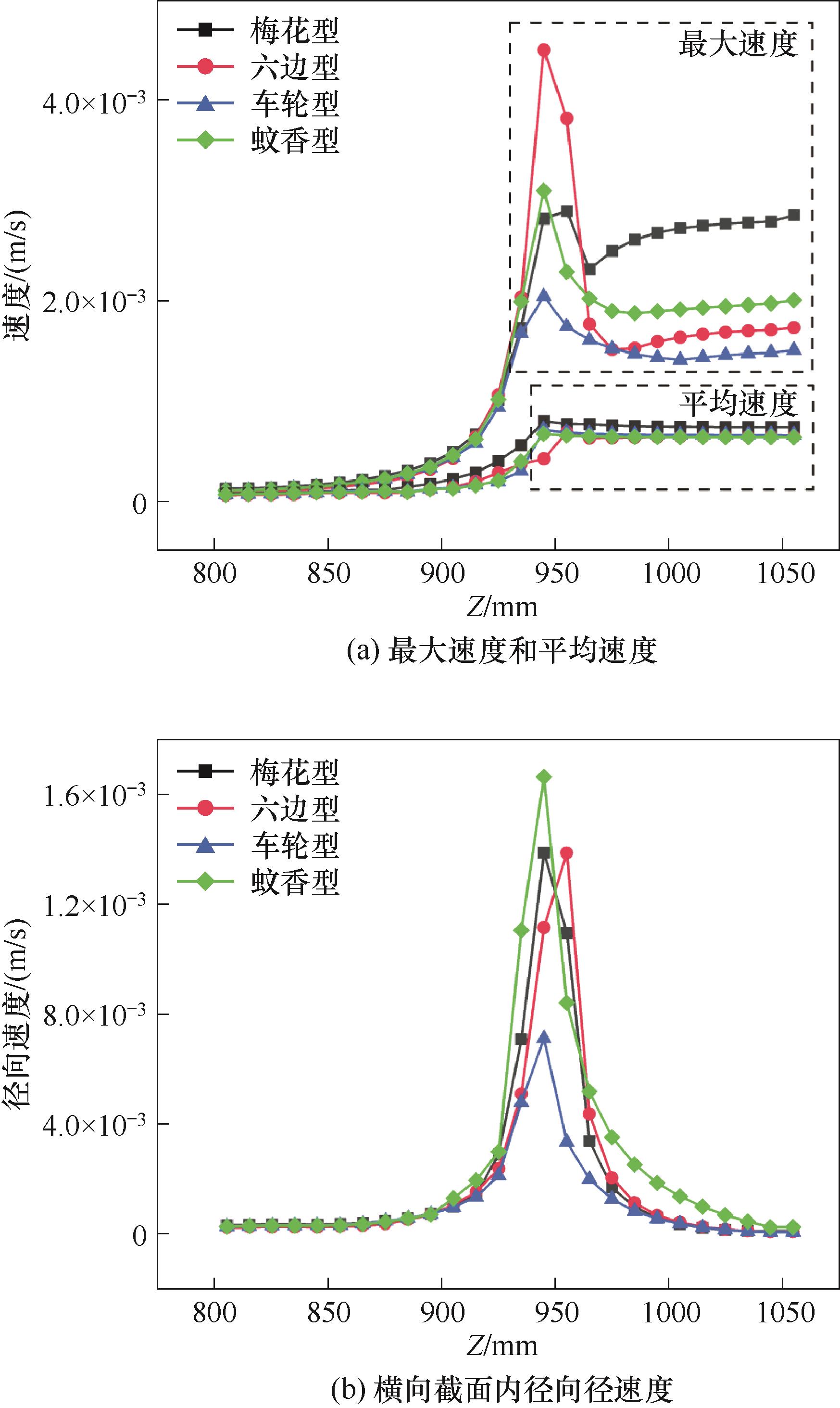
Fig.6 Curve of extrusion velocity variation along the axial direction of the die
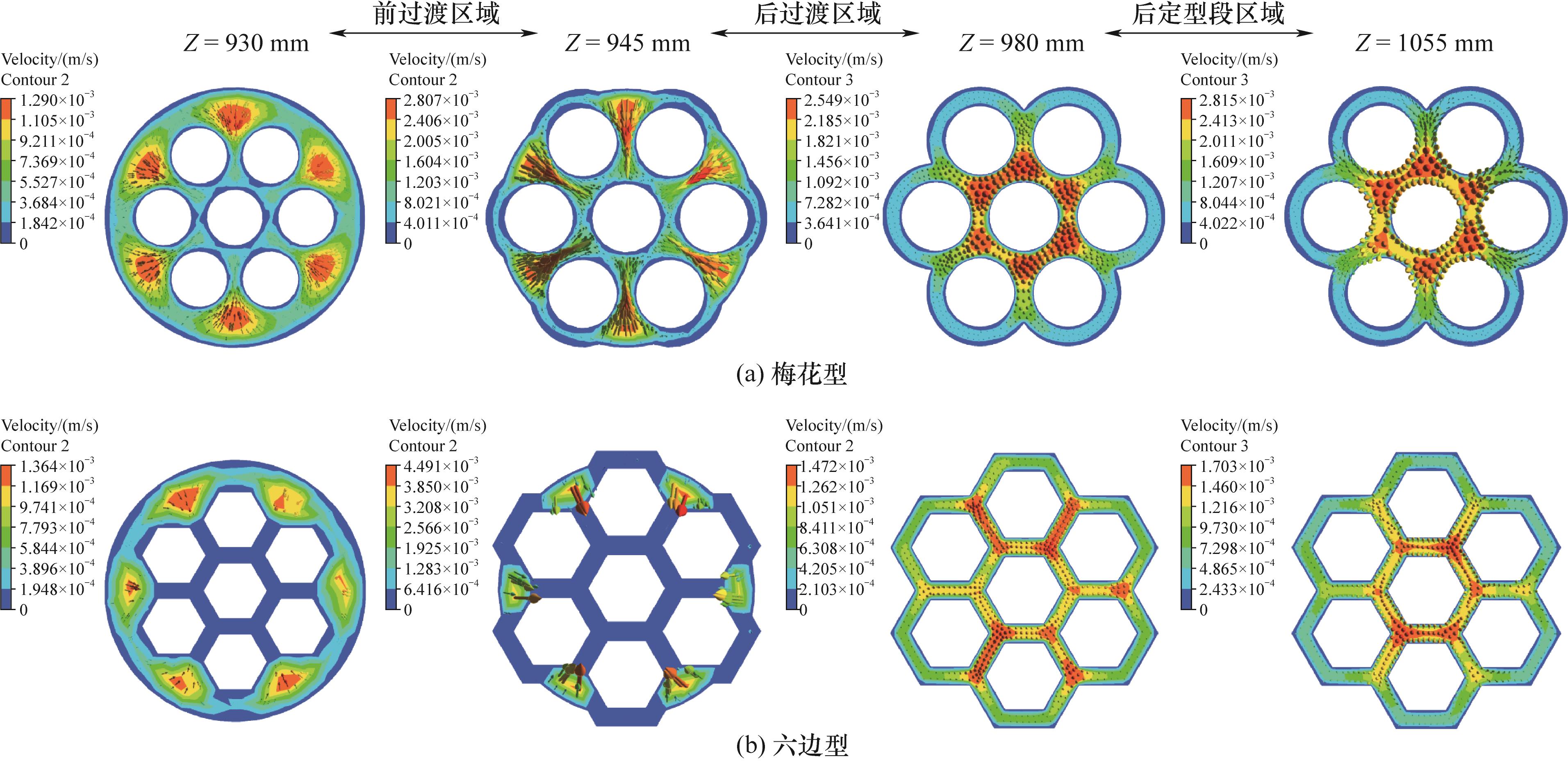
Fig.7 Comparison cloud diagram of extrusion velocity in different cross-sections
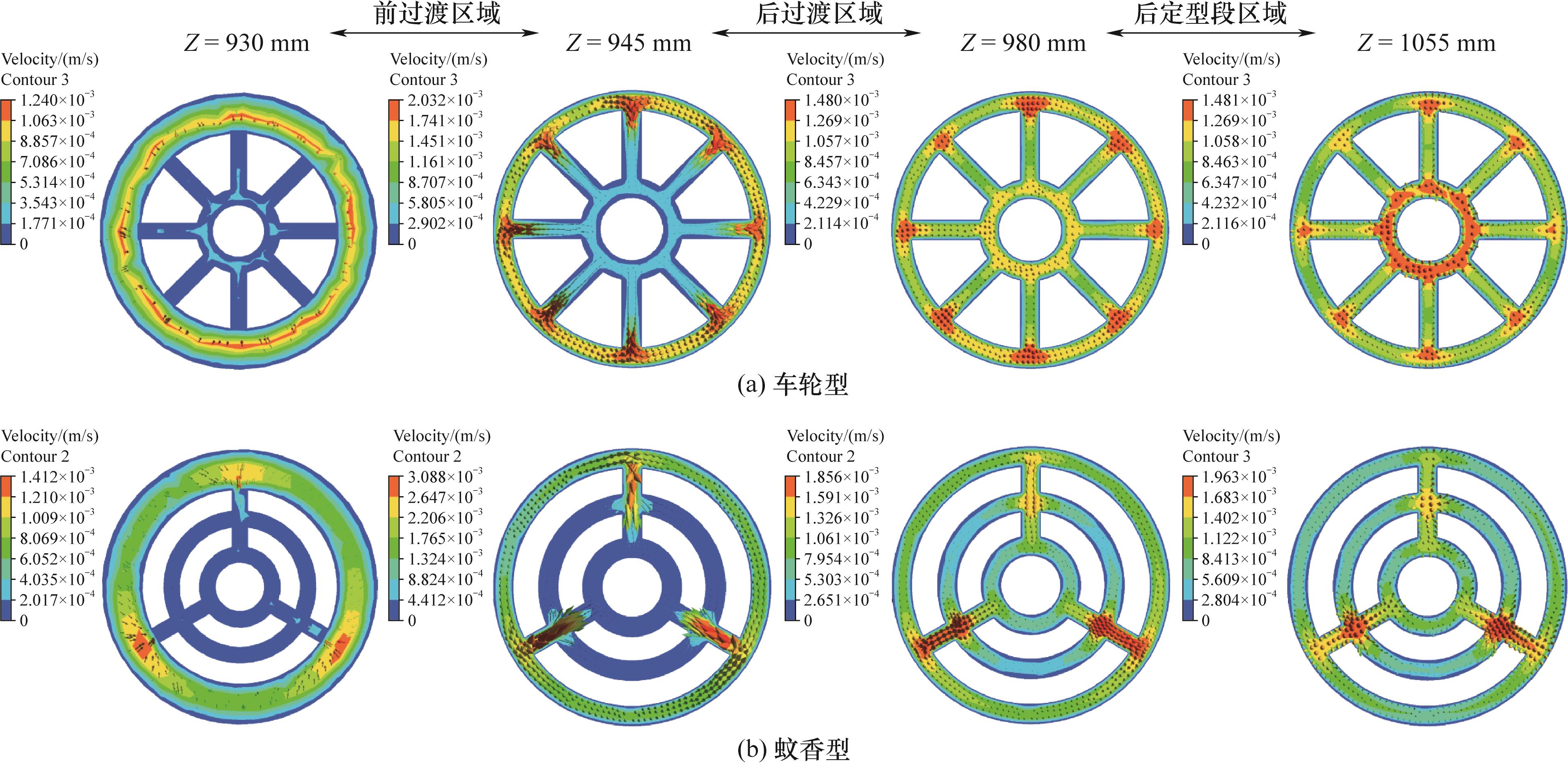
Fig.8 Comparison cloud diagram of extrusion velocity in different cross-sections
Fig.9 Flow balance state of different grain geometries
| 药型 | 挤出胀大比B |
|---|---|
| 梅花型 | 1.09 |
| 六边型 | 1.16 |
| 车轮型 | 1.09 |
| 蚊香型 | 1.08 |
Table 2 Extrusion swelling ratios of different complex grain geometries
| 药型 | 挤出胀大比B |
|---|---|
| 梅花型 | 1.09 |
| 六边型 | 1.16 |
| 车轮型 | 1.09 |
| 蚊香型 | 1.08 |
Fig.10 Comparison diagram of extrusion swelling deformation for different grain geometries
Fig.11 Sample strips of formed propellant material
| 出口截面 | 面积S/mm2 | 挤出胀大比B |
|---|---|---|
| 设计截面 | 790 | — |
| 模拟截面 | 865 | 1.09 |
| 实验截面 | 939 | 1.19 |
Table 3 Parameters related to extrusion swelling under different conditions
| 出口截面 | 面积S/mm2 | 挤出胀大比B |
|---|---|---|
| 设计截面 | 790 | — |
| 模拟截面 | 865 | 1.09 |
| 实验截面 | 939 | 1.19 |
| [1] | 李敏, 薛平, 王江宁, 等. 典型含能材料单螺杆压伸过程模拟分析[J]. 固体火箭技术, 2020, 43(5): 594-601. |
| Li M, Xue P, Wang J N, et al. Simulation analysis for single-screw extrusion process of typical energetic material[J]. Journal of Solid Rocket Technology, 2020, 43(5): 594-601. | |
| [2] | Nastaj A, Wilczyński K. Optimization for the contrary-rotating double-screw extrusion of plastics[J]. Polymers, 2023, 15(6): 1489. |
| [3] | 钟婷婷. 双基推进剂螺压挤出成型工艺流变特性的数值模拟研究[D]. 南京: 南京理工大学, 2015. |
| Zhong T T. Numerical simulation study on rheological characteristics of double-base propellant screw extrusion molding process[D]. Nanjing: Nanjing University of Science and Technology, 2015. | |
| [4] | 胡绵伟. 基于POLYFLOW单螺杆挤出推进剂过程的数值模拟[D]. 南京: 南京理工大学, 2020. |
| Hu M W. Numerical simulation of propellant extrusion by single screw based on POLYFLOW[D]. Nanjing: Nanjing University of Science and Technology, 2020. | |
| [5] | Elghafour A M A, Radwan M, Fahd A, et al. Novel approach to quantify the chemical stability and shelf life of modified double-base propellants[J]. Defence Technology, 2018, 14(6): 720-724. |
| [6] | Zhang Y, Liu R Q, Cao W G, et al. Effects of RDX and HMX on the thermal stability properties of modified double-base propellants[J]. FirePhysChem, 2025. DOI:10.1016/j.fpc.2025.01.006 . |
| [7] | Elbasuney S, Elghafour A M A, Radwan M, et al. Novel aspects for thermal stability studies and shelf life assessment of modified double-base propellants[J]. Defence Technology, 2019, 15(3): 300-305. |
| [8] | Zhang C, Zhang X H, Yang T Y, et al. Revealing the mechanism of lead and copper catalysts regulating the combustion of modified double-base propellants[J]. Materials Today Chemistry, 2025, 44: 102564. |
| [9] | 张旭, 刘向阳, 王士欣, 等. 改性双基推进剂非线性本构模型及其数值实现[J]. 固体火箭技术, 2023, 46(4): 557-564. |
| Zhang X, Liu X Y, Wang S X, et al. Nonlinear constitutive model and numerical implementation of modified double-base propellant[J]. Journal of Solid Rocket Technology, 2023, 46(4): 557-564. | |
| [10] | Liu Y H, Shao Z Q, Yuan J J, et al. Structure and properties of chain branched nitrocellulose[J]. Central European Journal of Energetic Materials, 2021, 18(4): 448-476. |
| [11] | Yadav N, Srivastava P K, Varma M. Recent advances in catalytic combustion of AP-based composite solid propellants[J]. Defence Technology, 2021, 17(3): 1013-1031. |
| [12] | Dias R P, Silvera I F. Observation of the Wigner-Huntington transition to metallic hydrogen[J]. Science, 2017, 355(6326): 715-718. |
| [13] | 陆志猛, 曾庆林, 郑丽兵, 等. 固体推进剂混合装备研究现状与发展[J]. 固体火箭技术, 2021, 44(3): 372-378. |
| Lu Z M, Zeng Q L, Zheng L B, et al. Review on solid propellant mixing equipment[J]. Journal of Solid Rocket Technology, 2021, 44(3): 372-378. | |
| [14] | 张丹丹. 发射药挤出成型过程的数值模拟研究[D]. 南京: 南京理工大学, 2015. |
| Zhang D D. Numerical simulation of extrusion forming process of propellant[D]. Nanjing: Nanjing University of Science and Technology, 2015. | |
| [15] | 王倩. 基于POLYFLOW的发射药挤出过程模拟[D]. 南京: 南京理工大学, 2014. |
| Wang Q. Simulation of propellant extrusion process based on POLYFLOW[D]. Nanjing: Nanjing University of Science and Technology, 2014. | |
| [16] | Martinez-Pastor J, Franco P, Moratilla D, et al. Simulation of gelled propellant doughs isothermal flow through extrusion dies using finite difference method[J]. Procedia Manufacturing, 2017, 13: 410-417. |
| [17] | Carneiro O S, Nóbrega J M, Pinho F T, et al. Computer aided rheological design of extrusion dies for profiles[J]. Journal of Materials Processing Technology, 2001, 114(1): 75-86. |
| [18] | Rajkumar A, Ferrás L L, Fernandes C, et al. Design guidelines to balance the flow distribution in complex profile extrusion dies[J]. International Polymer Processing, 2017, 32(1): 58-71. |
| [19] | Ettinger H J, Pittman J F T, Sienz J. Optimization-driven design of dies for profile extrusion: parameterization, strategy, and performance[J]. Polymer Engineering and Science, 2013, 53(1): 189-203. |
| [20] | Mu Y, Hang L Q, Chen A B, et al. Influence of die geometric structure on flow balance in complex hollow plastic profile extrusion[J]. The International Journal of Advanced Manufacturing Technology, 2017, 91(1): 1275-1287. |
| [21] | Pauli L, Behr M, Elgeti S. Towards shape optimization of profile extrusion dies with respect to homogeneous die swell[J]. Journal of Non-Newtonian Fluid Mechanics, 2013, 200: 79-87. |
| [22] | 栗阳, 王振文, 吴敏. 双螺杆挤出机流道流场和操作参数的数值模拟研究进展[J]. 食品工业科技, 2021, 42(2): 338-344. |
| Li Y, Wang Z W, Wu M. Research progress on numerical modeling of flow field and operating parameters in twin screw extruder[J]. Science and Technology of Food Industry, 2021, 42(2): 338-344. | |
| [23] | Zhou K, He Z Q, Yin S P, et al. Numerical simulation for exploring the effect of viscosity on single-screw extrusion process of propellant[J]. Procedia Engineering, 2014, 84: 933-939. |
| [24] | Ioannidis A, Boufali M, Vosniakos G C, et al. Development of a low cost extrusion based 3D printer for high performance engineering polymers[J]. Key Engineering Materials, 2023, 960: 37-45. |
| [25] | 刘欢欢, 张江波, 侯龙, 等. 基于逆向挤出的七孔发射药口模设计[J]. 火炸药学报, 2023, 46(12): 1107-1116. |
| Liu H H, Zhang J B, Hou L, et al. Die design of seven-perforated gun propellant based on inverse extrusion[J]. Chinese Journal of Explosives & Propellants, 2023, 46(12): 1107-1116. | |
| [26] | 唐小军, 冯昌林, 赵煜华, 等. 七孔发射药内外弧厚差异对其燃烧性能的影响[J]. 火炸药学报, 2016, 39(4): 97-101. |
| Tang X J, Feng C L, Zhao Y H, et al. Effect of inside and outside web thickness difference on the combustion performance of 7-perf granular gun propellant[J]. Chinese Journal of Explosives & Propellants, 2016, 39(4): 97-101. | |
| [27] | 傅陈超. 推进剂代料用双螺杆挤出机混合塑化过程模拟及验证研究[D]. 北京: 北京化工大学, 2024. |
| Fu C C. Simulation and verification study on mixing plasticization process of twin-screw extruder for propellant substitution[D]. Beijing: Beijing University of Chemical Technology, 2024. | |
| [28] | 何家隆, 谷琳, 朱钰婷, 等. 固体推进剂螺旋压伸挤出过程流变模型建立[J]. 中国塑料, 2021, 35(2): 58-62. |
| He J L, Gu L, Zhu Y T, et al. Establishment of rheological model of solid propellant in spiral extrusion process[J]. China Plastics, 2021, 35(2): 58-62. | |
| [29] | 张广冬, 黄翔. 以制品几何精度为目标的塑料挤出模具优化设计方法[J]. 机械工程学报, 2023, 59(8): 142-150. |
| Zhang G D, Huang X. Optimization design method of plastic extrusion die for product geometric accuracy[J]. Journal of Mechanical Engineering, 2023, 59(8): 142-150. | |
| [30] | Zhang G D, Huang X, Li S G, et al. Optimized design method for profile extrusion die based on NURBS modeling[J]. Fibers and Polymers, 2019, 20(8): 1733-1741. |
| [31] | Cogswell F N. Stretching flow instabilities at the exits of extrusion dies[J]. Journal of Non-Newtonian Fluid Mechanics, 1977, 2(1): 37-47. |
| [32] | Krir H, Ayadi A. Extrudate swell and defects under the effect of radial flow and die geometry[J]. Journal of Non-Newtonian Fluid Mechanics, 2025, 336: 105381. |
| [1] | Haolei DUAN, Haoyuan CHEN, Kunfeng LIANG, Lin WANG, Bin CHEN, Yong CAO, Chenguang ZHANG, Shuopeng LI, Dengyu ZHU, Yaru HE, Dapeng YANG. Performance analysis and comprehensive evaluation of thermal management system schemes with low GWP refrigerants [J]. CIESC Journal, 2025, 76(S1): 54-61. |
| [2] | Junpeng WANG, Jiaqi FENG, Enbo ZHANG, Bofeng BAI. Study on flow and cavitation characteristic in zigzag and array labyrinth valve core structures [J]. CIESC Journal, 2025, 76(S1): 93-105. |
| [3] | Zixiang ZHAO, Zhongdi DUAN, Haoran SUN, Hongxiang XUE. Numerical modelling of water hammer induced by two phase flow with large temperature difference [J]. CIESC Journal, 2025, 76(S1): 170-180. |
| [4] | Hao HUANG, Wen WANG, Longkun HE. Simulation and analysis on precooling process of membrane LNG carriers [J]. CIESC Journal, 2025, 76(S1): 187-194. |
| [5] | Siyuan WANG, Guoqiang LIU, Tong XIONG, Gang YAN. Characteristics of non-uniform wind velocity distribution in window air conditioner axial fans and their impact on optimizing condenser circuit optimization [J]. CIESC Journal, 2025, 76(S1): 205-216. |
| [6] | Qingtai CAO, Songyuan GUO, Jianqiang LI, Zan JIANG, Bin WANG, Rui ZHUAN, Jingyi WU, Guang YANG. Numerical study on influence of perforated plate on retention performance of liquid oxygen tank under negative gravity [J]. CIESC Journal, 2025, 76(S1): 217-229. |
| [7] | Jiuchun SUN, Yunlong SANG, Haitao WANG, Hao JIA, Yan ZHU. Study on influence of jet flow on slurry transport characteristics in slurry chamber of shield tunneling machines [J]. CIESC Journal, 2025, 76(S1): 246-257. |
| [8] | Ting HE, Shuyang HUANG, Kun HUANG, Liqiong CHEN. Research on the coupled process of natural gas chemical absorption decarbonization and high temperature heat pump based on waste heat utilization [J]. CIESC Journal, 2025, 76(S1): 297-308. |
| [9] | Yongli MA, Shu AN, Jie YANG, Mingyan LIU. A review on direct numerical simulation of gas-liquid-solid fluidized bed [J]. CIESC Journal, 2025, 76(8): 3772-3788. |
| [10] | Linkai WU, Zhimin LIN, Liangbi WANG. Improvement and numerical validation of quasi-steady-state frosting model based on thermal and mass transfer effect [J]. CIESC Journal, 2025, 76(8): 4004-4016. |
| [11] | Qidong ZHANG, Liqiang AI, Yuan MA, Shengbao WU, Lei WANG, Yanzhong LI. Research on two-phase flow and heat transfer characteristics in precooling process of low-temperature pipelines based on one-dimensional drift-flux model [J]. CIESC Journal, 2025, 76(8): 3842-3852. |
| [12] | Jiaxiang CHEN, Wei ZHOU, Xuewei ZHANG, Lijie WANG, Yuming HUANG, Yang YU, Miaoting SUN, Wanjing LI, Junshu YUAN, Hongbo ZHANG, Xiaoxiao MENG, Jihui GAO, Guangbo ZHAO. Simulation study on the hydrogen production performance of a two-dimensional PEMWE model under pulsed voltage [J]. CIESC Journal, 2025, 76(7): 3521-3530. |
| [13] | Peiqiang CHEN, Qun ZHENG, Yuting JIANG, Chunhua XIONG, Jinmao CHEN, Xudong WANG, Long HUANG, Man RUAN, Wanli XU. Effects of electrolyte flow rate and current density on the output performance of seawater-activated batteries [J]. CIESC Journal, 2025, 76(7): 3235-3245. |
| [14] | Yu GONG, Shengli WANG, Jinju SUN, Kuo HAI, Wen HUANG. Thermodynamic model and exploration of micro multi-stage compressor inflation system [J]. CIESC Journal, 2025, 76(7): 3626-3638. |
| [15] | Jiangyue GUO, Shoujin CHANG, Haitao HU. Numerical simulation for flow condensation of methanol in horizontal tube [J]. CIESC Journal, 2025, 76(6): 2580-2588. |
| Viewed | ||||||
|
Full text |
|
|||||
|
Abstract |
|
|||||

