化工学报 ›› 2025, Vol. 76 ›› Issue (7): 3403-3415.DOI: 10.11949/0438-1157.20241431
王涛1( ), 李光明1(), 胡秋霞2, 徐静3
), 李光明1(), 胡秋霞2, 徐静3
收稿日期:2024-12-09
修回日期:2025-02-07
出版日期:2025-07-25
发布日期:2025-08-13
通讯作者:
李光明
作者简介:王涛(2000—),男,硕士研究生,Iivresse7@163.com
基金资助:
Tao WANG1(), Guangming LI1(), Qiuxia HU2, Jing XU3
Received:2024-12-09
Revised:2025-02-07
Online:2025-07-25
Published:2025-08-13
Contact:
Guangming LI
摘要:
以某轿车精密仪表板双色注射成型为研究对象,通过优化双色注射成型工艺参数,降低产品翘曲变形,从而提高产品质量。鉴于双色注射工艺参数与产品翘曲变形之间呈现高维度、非线性、波动性等特征且多工序耦合严重,极易导致传统优化方法陷入局部最优,造成优化困难等问题,提出了一种基于时序演变的粒子群优化算法(TEPSO),利用正交膨胀空间均衡散布的优点提高粒子群的搜索能力和效率,并采用Q-Learning思想,通过粒子与环境的不断交互探索,开发基于时序演变的学习策略以确定粒子正交空间的膨胀因子。在某轿车仪表板优化设计中,与初始试验方案相比,采用TEPSO算法优化后仪表板Z向翘曲从4.698 mm降低到2.194 mm,优化效果达到53.3%,证实了TEPSO算法的有效性和实用性。
中图分类号:
王涛, 李光明, 胡秋霞, 徐静. 基于时序演变粒子群算法的双色注射产品翘曲工艺优化[J]. 化工学报, 2025, 76(7): 3403-3415.
Tao WANG, Guangming LI, Qiuxia HU, Jing XU. Optimization of warpage process for two-color injection products based on temporal evolution particle swarm optimization algorithm[J]. CIESC Journal, 2025, 76(7): 3403-3415.

图1 仪表板产品结构
Fig.1 Instrument panel product structure

图2 仪表板双色注射成型仿真设计
Fig.2 Simulation design of dual color injection molding for instrument panel
| 参数 | PP材料 | PC+ABS材料 |
|---|---|---|
| 固体密度/(g·cm-3) | 1.3717 | 1.1251 |
| 熔体密度/(g·cm-3) | 1.2309 | 1.0095 |
| 最大剪切应力/MPa | 0.25 | 0.4 |
| 最大剪切速率/s-1 | 100000 | 40000 |
| 第一方向弹性模量/MPa | 2822 | 2175.78 |
| 第二方向弹性模量/MPa | 2387 | 2188.67 |
| 泊松比1 | 0.375 | 0.374 |
| 泊松比2 | 0.389 | 0.396 |
表1 材料的特征参数
Table 1 Characteristic parameters of materials
| 参数 | PP材料 | PC+ABS材料 |
|---|---|---|
| 固体密度/(g·cm-3) | 1.3717 | 1.1251 |
| 熔体密度/(g·cm-3) | 1.2309 | 1.0095 |
| 最大剪切应力/MPa | 0.25 | 0.4 |
| 最大剪切速率/s-1 | 100000 | 40000 |
| 第一方向弹性模量/MPa | 2822 | 2175.78 |
| 第二方向弹性模量/MPa | 2387 | 2188.67 |
| 泊松比1 | 0.375 | 0.374 |
| 泊松比2 | 0.389 | 0.396 |
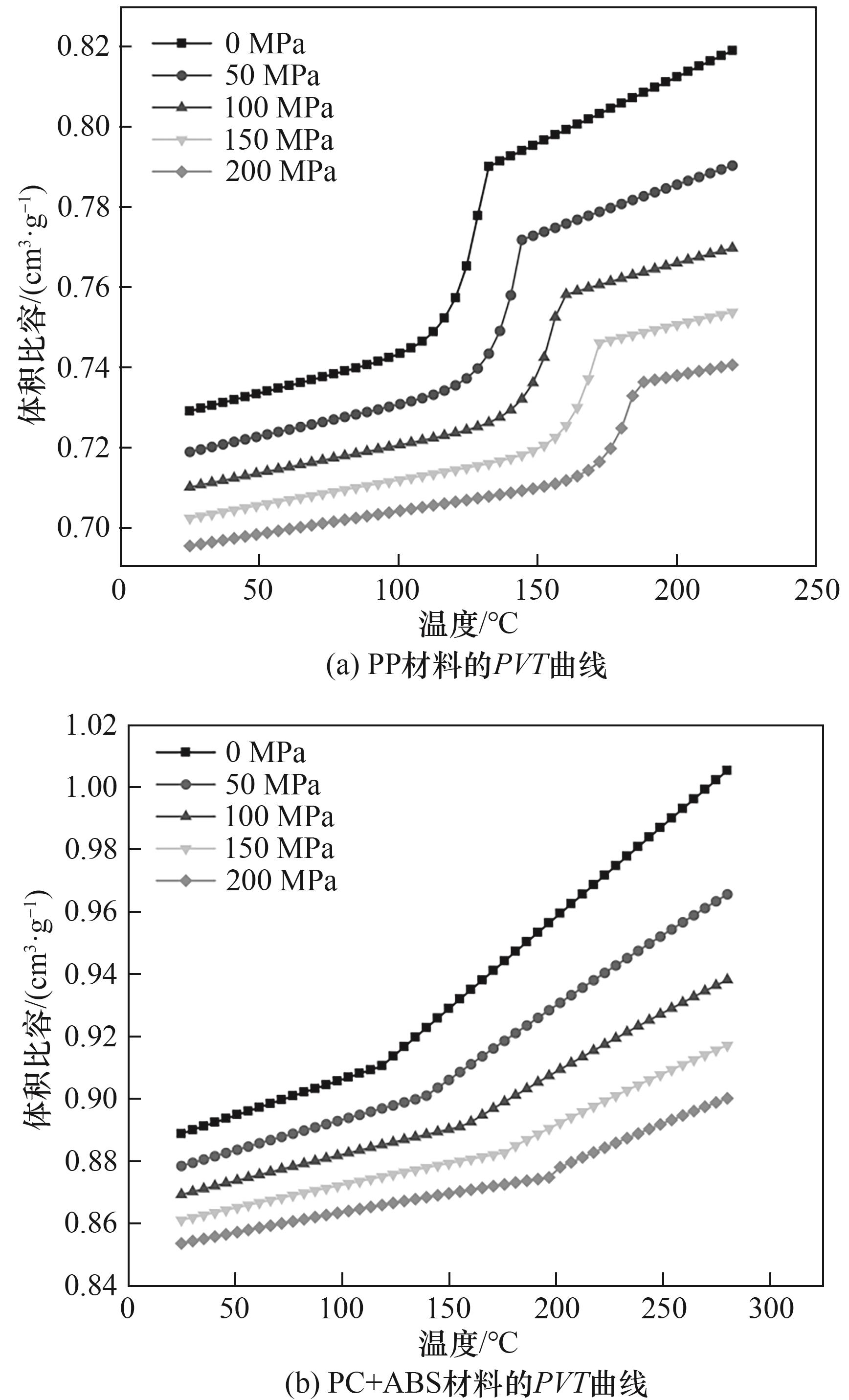
图3 PP材料与PC+ABS材料的PVT曲线
Fig.3 PVT curves of PP material and PC+ABS material
| 参数 | 固定值 |
|---|---|
| 第一色熔体温度/℃ | 210 |
| 第一色注射时间/s | 1.6 |
| 第一色充填体积/% | 99 |
| 第一色保压压力/MPa | 70 |
| 第一色保压时间/s | 10 |
| 第一色冷却时间/s | 25 |
| 第二色熔体温度/℃ | 250 |
| 第二色注射时间/s | 1.5 |
| 第二色充填体积/% | 99 |
| 第二色保压压力/MPa | 95 |
| 第二色保压时间/s | 7 |
| 第二色冷却时间/s | 25 |
表2 固定不变的注射成型工艺参数值
Table 2 Fixed values of injection molding process parameters
| 参数 | 固定值 |
|---|---|
| 第一色熔体温度/℃ | 210 |
| 第一色注射时间/s | 1.6 |
| 第一色充填体积/% | 99 |
| 第一色保压压力/MPa | 70 |
| 第一色保压时间/s | 10 |
| 第一色冷却时间/s | 25 |
| 第二色熔体温度/℃ | 250 |
| 第二色注射时间/s | 1.5 |
| 第二色充填体积/% | 99 |
| 第二色保压压力/MPa | 95 |
| 第二色保压时间/s | 7 |
| 第二色冷却时间/s | 25 |
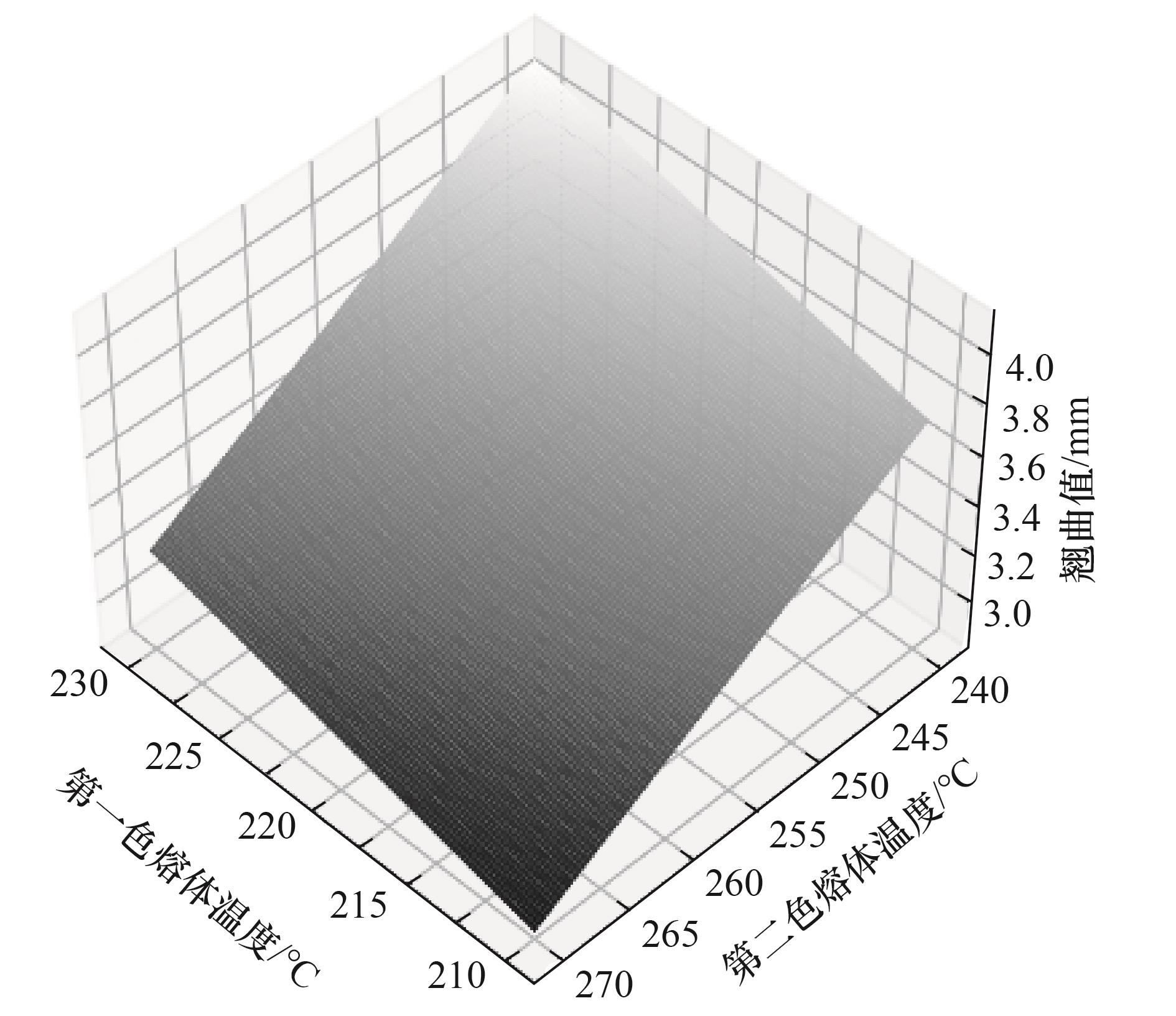
图4 不同熔体温度下翘曲变形趋势
Fig.4 Warping deformation trend under different melt temperatures

图5 不同注射时间下翘曲变形趋势
Fig.5 Warping deformation trend under different injection time
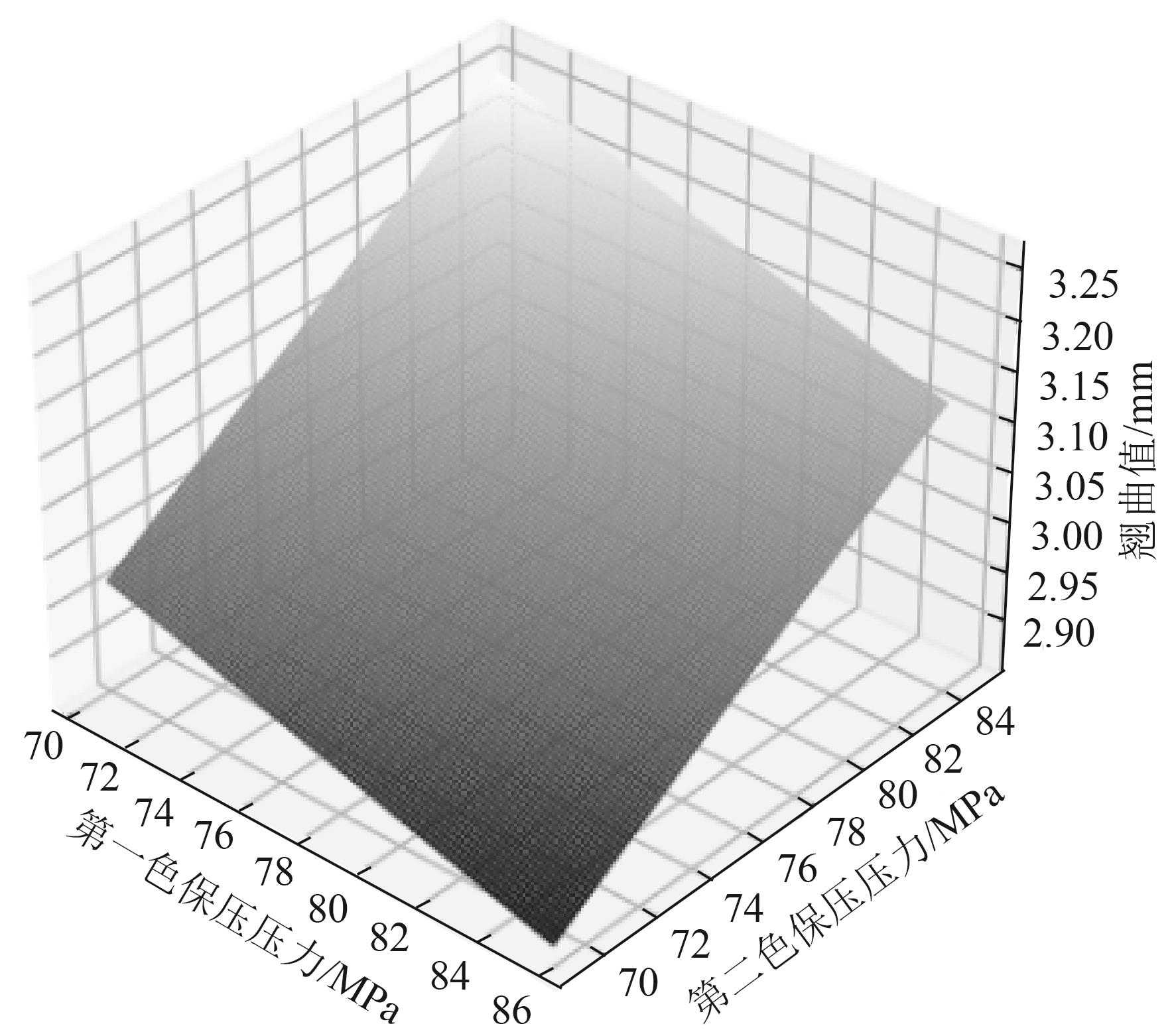
图6 不同保压压力下翘曲变形趋势
Fig.6 Warping deformation trend under different holding pressures
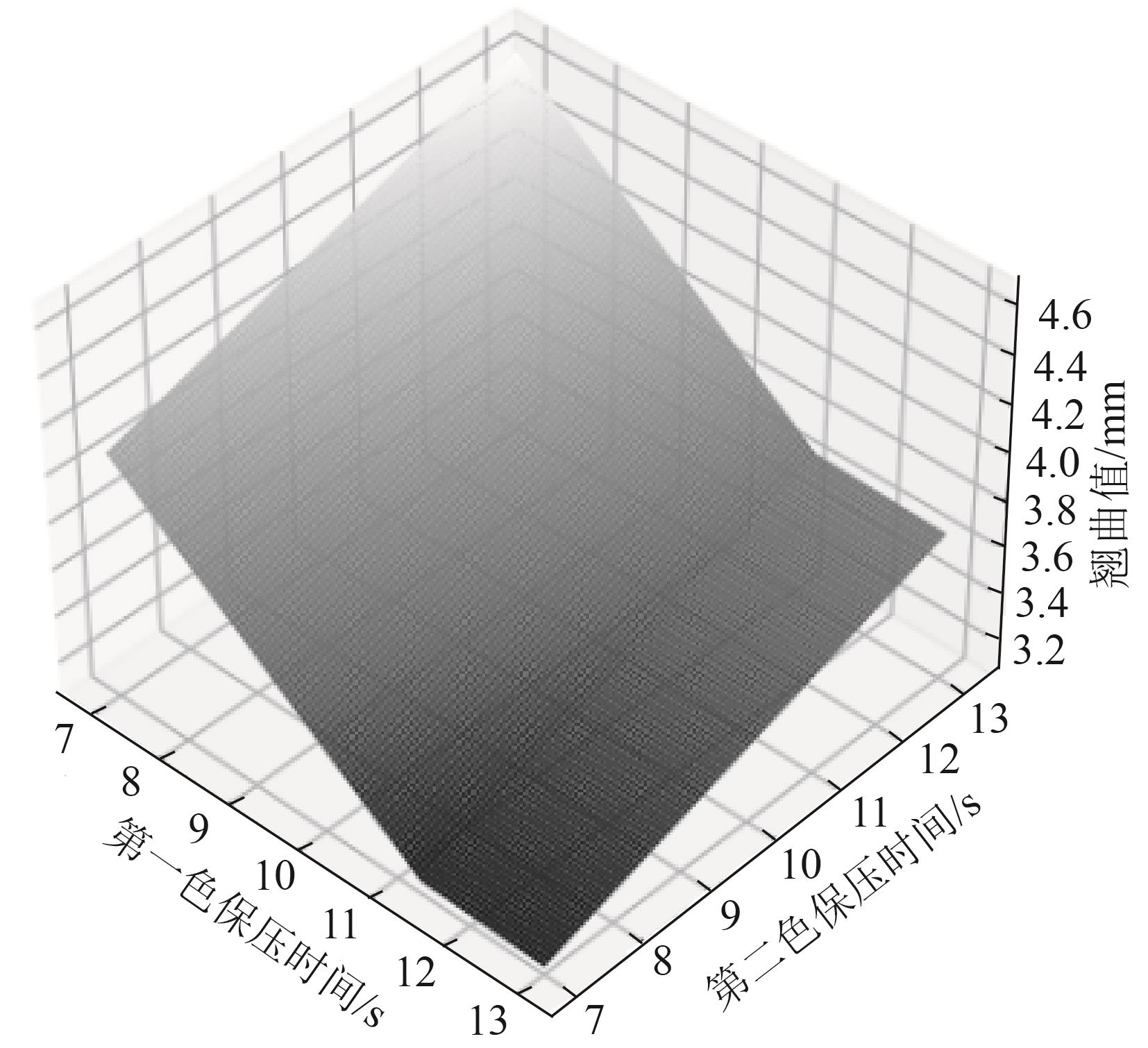
图7 不同保压时间下翘曲变形趋势
Fig.7 Warping deformation trend under different holding time
| 成型工艺 | 水平1 | 水平2 | 水平3 |
|---|---|---|---|
| 第一色熔体温度/℃ | 210 | 220 | 230 |
| 第一色注射时间/s | 1.2 | 1.6 | 2 |
| 第一色充填体积/% | 95 | 97 | 99 |
| 第一色保压压力/MPa | 70 | 78 | 85 |
| 第一色保压时间/s | 7 | 10 | 13 |
| 第一色冷却时间/s | 25 | 30 | 35 |
| 第二色熔体温度/℃ | 245 | 255 | 265 |
| 第二色注射时间/s | 1.2 | 1.5 | 1.8 |
| 第二色充填体积/% | 95 | 97 | 99 |
| 第二色保压压力/MPa | 70 | 78 | 85 |
| 第二色保压时间/s | 7 | 10 | 13 |
| 第二色冷却时间/s | 25 | 30 | 35 |
表3 成型工艺正交水平设计
Table 3 Orthogonal horizontal design of molding process
| 成型工艺 | 水平1 | 水平2 | 水平3 |
|---|---|---|---|
| 第一色熔体温度/℃ | 210 | 220 | 230 |
| 第一色注射时间/s | 1.2 | 1.6 | 2 |
| 第一色充填体积/% | 95 | 97 | 99 |
| 第一色保压压力/MPa | 70 | 78 | 85 |
| 第一色保压时间/s | 7 | 10 | 13 |
| 第一色冷却时间/s | 25 | 30 | 35 |
| 第二色熔体温度/℃ | 245 | 255 | 265 |
| 第二色注射时间/s | 1.2 | 1.5 | 1.8 |
| 第二色充填体积/% | 95 | 97 | 99 |
| 第二色保压压力/MPa | 70 | 78 | 85 |
| 第二色保压时间/s | 7 | 10 | 13 |
| 第二色冷却时间/s | 25 | 30 | 35 |
| 方差来源 | 平方和 | 自由度 | 均方 | F值 | P值 | F临界值 | 显著性 |
|---|---|---|---|---|---|---|---|
| 第一色熔体温度 | 0.52 | 2 | 0.26 | 40.293 | 0.00033 | F0.10(2,6)=3.46 F0.05(2,6)=5.14 F0.01(2,6)=10.9 | *** |
| 第一色注射时间 | 0.001 | 2 | 0.0005 | 0.04 | 0.961 | ||
| 第一色充填体积 | 1.388 | 2 | 0.694 | 107.539 | 2×10-5 | *** | |
| 第一色冷却时间 | 0.004 | 2 | 0.002 | 0.298 | 0.753 | ||
| 第一色保压压力 | 0.1 | 2 | 0.05 | 7.735 | 0.022 | ** | |
| 第一色保压时间 | 6.631 | 2 | 3.316 | 513.628 | 1.96×10-7 | **** | |
| 第二色熔体温度 | 1.444 | 2 | 0.722 | 111.808 | 1.78×10-5 | *** | |
| 第二色注射时间 | 0.012 | 2 | 0.006 | 0.906 | 0.453 | ||
| 第二色充填体积 | 0.004 | 2 | 0.002 | 0.301 | 0.751 | ||
| 第二色冷却时间 | 0.004 | 2 | 0.002 | 0.298 | 0.753 | ||
| 第二色保压压力 | 0.563 | 2 | 0.282 | 43.619 | 0.00027 | *** | |
| 第二色保压时间 | 1.388 | 2 | 0.694 | 107.539 | 2×10-5 | *** | |
| 误差 | 0.039 | 6 | 0.006 |
表4 方差分析结果
Table 4 Analysis of variance results
| 方差来源 | 平方和 | 自由度 | 均方 | F值 | P值 | F临界值 | 显著性 |
|---|---|---|---|---|---|---|---|
| 第一色熔体温度 | 0.52 | 2 | 0.26 | 40.293 | 0.00033 | F0.10(2,6)=3.46 F0.05(2,6)=5.14 F0.01(2,6)=10.9 | *** |
| 第一色注射时间 | 0.001 | 2 | 0.0005 | 0.04 | 0.961 | ||
| 第一色充填体积 | 1.388 | 2 | 0.694 | 107.539 | 2×10-5 | *** | |
| 第一色冷却时间 | 0.004 | 2 | 0.002 | 0.298 | 0.753 | ||
| 第一色保压压力 | 0.1 | 2 | 0.05 | 7.735 | 0.022 | ** | |
| 第一色保压时间 | 6.631 | 2 | 3.316 | 513.628 | 1.96×10-7 | **** | |
| 第二色熔体温度 | 1.444 | 2 | 0.722 | 111.808 | 1.78×10-5 | *** | |
| 第二色注射时间 | 0.012 | 2 | 0.006 | 0.906 | 0.453 | ||
| 第二色充填体积 | 0.004 | 2 | 0.002 | 0.301 | 0.751 | ||
| 第二色冷却时间 | 0.004 | 2 | 0.002 | 0.298 | 0.753 | ||
| 第二色保压压力 | 0.563 | 2 | 0.282 | 43.619 | 0.00027 | *** | |
| 第二色保压时间 | 1.388 | 2 | 0.694 | 107.539 | 2×10-5 | *** | |
| 误差 | 0.039 | 6 | 0.006 |
| 工艺参数 | 最小值 | 最大值 |
|---|---|---|
| 第一色熔体温度/℃ | 210 | 230 |
| 第一色充填体积/% | 95 | 99 |
| 第一色保压压力/MPa | 70 | 85 |
| 第一色保压时间/s | 7 | 13 |
| 第二色熔体温度/℃ | 240 | 270 |
| 第二色保压压力/MPa | 70 | 85 |
| 第二色保压时间/s | 7 | 13 |
表5 设计变量调节范围
Table 5 Design variable adjustment range
| 工艺参数 | 最小值 | 最大值 |
|---|---|---|
| 第一色熔体温度/℃ | 210 | 230 |
| 第一色充填体积/% | 95 | 99 |
| 第一色保压压力/MPa | 70 | 85 |
| 第一色保压时间/s | 7 | 13 |
| 第二色熔体温度/℃ | 240 | 270 |
| 第二色保压压力/MPa | 70 | 85 |
| 第二色保压时间/s | 7 | 13 |
| 欧几里得距离 | 决策空间状态 | 决策状态设置 |
|---|---|---|
| 0≤di <0.2D | 最近 | 0 |
| 0.2D≤di <0.4D | 较近 | 1 |
| 0.4D≤di <0.6D | 适中 | 2 |
| 0.6D≤di <0.8D | 较远 | 3 |
| 0.8D≤di | 最远 | 4 |
表6 仪表板工艺优化的决策空间状态设计
Table 6 State design of decision space for instrument panel process optimization
| 欧几里得距离 | 决策空间状态 | 决策状态设置 |
|---|---|---|
| 0≤di <0.2D | 最近 | 0 |
| 0.2D≤di <0.4D | 较近 | 1 |
| 0.4D≤di <0.6D | 适中 | 2 |
| 0.6D≤di <0.8D | 较远 | 3 |
| 0.8D≤di | 最远 | 4 |
| 适应度比值 | 目标空间状态 | 目标状态设置 |
|---|---|---|
| 0≤sit <0.2 | 最小 | 0 |
| 0.2≤sit <0.4 | 较小 | 1 |
| 0.4≤sit <0.6 | 适中 | 2 |
| 0.6≤sit <0.8 | 较大 | 3 |
| 0.8≤sit | 最大 | 4 |
表7 仪表板工艺优化的目标空间状态设计
Table 7 State design of target space for instrument panel process optimization
| 适应度比值 | 目标空间状态 | 目标状态设置 |
|---|---|---|
| 0≤sit <0.2 | 最小 | 0 |
| 0.2≤sit <0.4 | 较小 | 1 |
| 0.4≤sit <0.6 | 适中 | 2 |
| 0.6≤sit <0.8 | 较大 | 3 |
| 0.8≤sit | 最大 | 4 |
| 算法 | 参数设置 |
|---|---|
| PSO | ω=0.5,c1=c2=1.5 |
| GA | γ=0.6,ψ=0.1 |
| SCA | r1=a-t(a/T),r2=[0,2π],r3=[0,2],r4=[0,1] |
| DE | F=0.6,CR=0.1 |
| TEPSO | c1=c2=1.5,ω=[0.9,0.4],μmax=(ub-lb)/4,μmin=0.1 |
表8 TEPSO算法与对比算法的参数设置
Table 8 Parameter settings for TEPSO algorithm and comparative algorithm
| 算法 | 参数设置 |
|---|---|
| PSO | ω=0.5,c1=c2=1.5 |
| GA | γ=0.6,ψ=0.1 |
| SCA | r1=a-t(a/T),r2=[0,2π],r3=[0,2],r4=[0,1] |
| DE | F=0.6,CR=0.1 |
| TEPSO | c1=c2=1.5,ω=[0.9,0.4],μmax=(ub-lb)/4,μmin=0.1 |
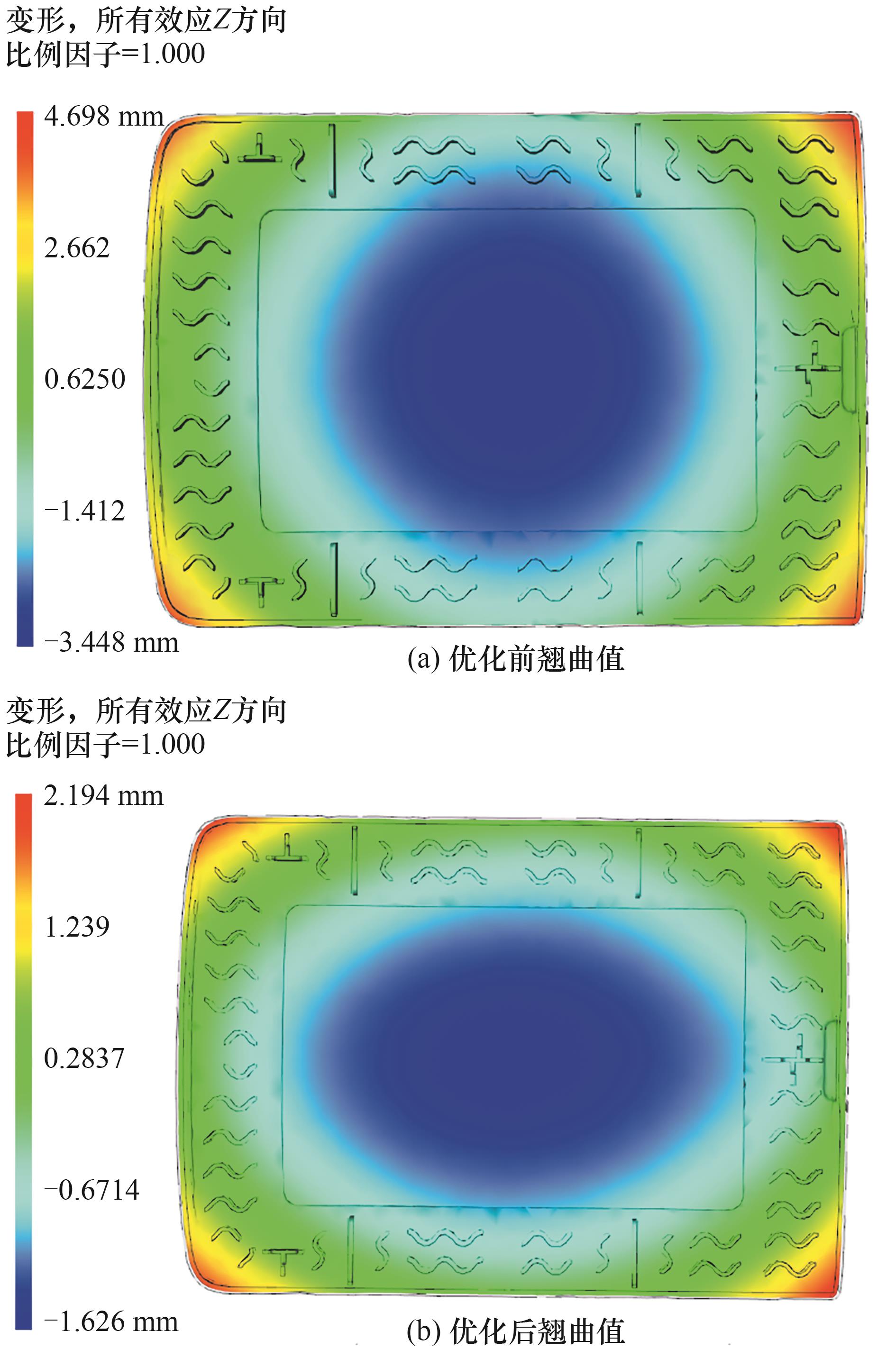
图10 TEPSO算法优化前后产品的Z向翘曲值
Fig.10 Z-warping value of products before and after TEPSO algorithm optimization
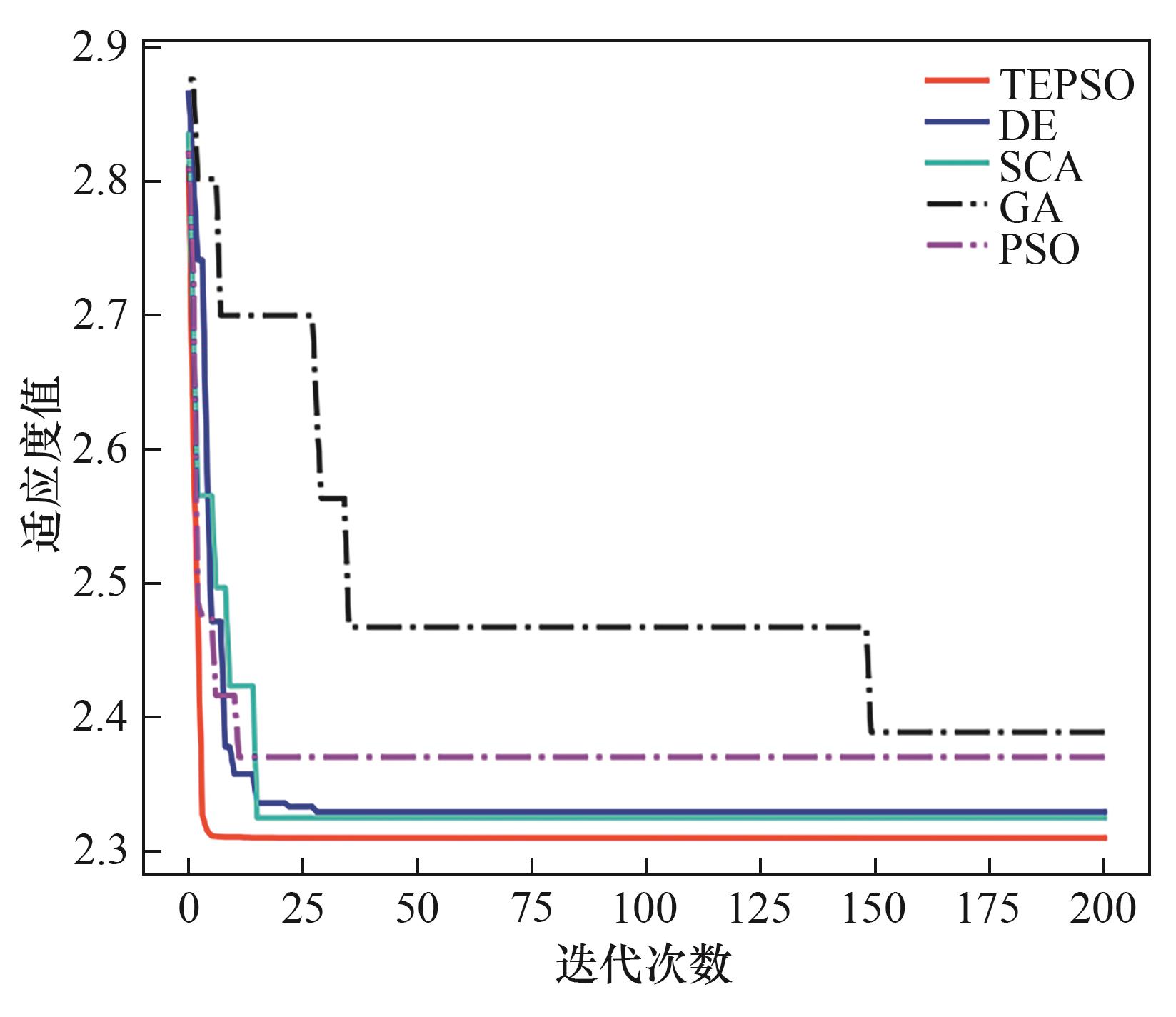
图11 TEPSO算法与对比算法的收敛曲线对比
Fig.11 Comparison of convergence curves between TEPSO algorithm and contrast algorithms
| 算法 | 翘曲值/mm |
|---|---|
| PSO | 2.338 |
| GA | 2.39 |
| SCA | 2.285 |
| DE | 2.3 |
| TEPSO | 2.194 |
表9 TEPSO算法与对比算法的优化结果
Table 9 Optimization results of TEPSO algorithm and contrast algorithms
| 算法 | 翘曲值/mm |
|---|---|
| PSO | 2.338 |
| GA | 2.39 |
| SCA | 2.285 |
| DE | 2.3 |
| TEPSO | 2.194 |

图12 优化前后产品翘曲变形的对比
Fig.12 Comparison of warping deformation of products before and after optimization
| [1] | 魏翔宇. 汽车三色固定侧尾灯灯罩注塑工艺参数多目标优化与模具设计[D]. 镇江: 江苏大学, 2021. |
| Wei X Y. Multi-objective optimization and mold design of injection process parameters for automobile three-color fixed side taillight lampshade[D]. Zhenjiang: Jiangsu University, 2021. | |
| [2] | 张海涛. 双色注塑制品翘曲变形的研究[D]. 哈尔滨: 哈尔滨工业大学, 2015. |
| Zhang H T. Study on warping deformation of two-color injection molded products[D]. Harbin: Harbin Institute of Technology, 2015. | |
| [3] | Chang R Y, Peng A Y, Yang W H, et al. Three-dimensional simulation of multi-shot sequential molding[C]//Society of Plastics Engineers Annual Technical Conference. Boston, USA, 2005: 47-50. |
| [4] | Zheng R, Kennedy P, Phan-Thien N, et al. Thermoviscoelastic simulation of thermally and pressure-induced stresses in injection moulding for the prediction of shrinkage and warpage for fibre-reinforced thermoplastics[J]. Journal of Non-Newtonian Fluid Mechanics, 1999, 84(2/3): 159-190. |
| [5] | Huang C T, Chen M C, Yang W L, et al. Investigation on warpage and its behavior in sequential overmolding[C]//Society of Plastics Engineers Annual Technical Conference. Cincinnati, USA, 2007: 760-764. |
| [6] | 王梦寒, 刘晓, 危康, 等. 基于Kriging与GA的双层变模温注射成型收缩控制策略[J]. 化工学报, 2017, 68(1): 391-397. |
| Wang M H, Liu X, Wei K, et al. Strategy of molding shrinkage control for bi-layered RHCM based on Kriging and GA[J]. CIESC Journal, 2017, 68(1): 391-397. | |
| [7] | 巫兴悦. 汽车前大灯双色灯罩注塑成型工艺参数优化[D]. 昆明: 昆明理工大学, 2023. |
| Wu X Y. Optimization of injection molding process parameters for two-color lampshade of automobile headlights[D]. Kunming: Kunming University of Science and Technology, 2023. | |
| [8] | 孟小林, 张继祥, 李又兵, 等. 汽车B柱外饰板双色注塑翘曲变形分析及工艺优化[J]. 工程塑料应用, 2023, 51(2): 54-59. |
| Meng X L, Zhang J X, Li Y B, et al. Warpage deformation analysis and process optimization of automotive B-pillar exterior panel with two-color injection[J]. Engineering Plastics Application, 2023, 51(2): 54-59. | |
| [9] | Pisanu L, Santiago L C, Barbosa J D V, et al. Effect of the process parameters on the adhesive strength of dissimilar polymers obtained by multicomponent injection molding[J]. Polymers, 2021, 13(7): 1039. |
| [10] | Li J, Wang Z C, Xie J, et al. Study on the processes and warpage of double‐injection‐molded parts containing PP recycled materials[J]. Polymer Engineering & Science, 2024, 64(4): 1686-1698. |
| [11] | 楚焱芳. 基于粒子群神经网络的双色注塑工艺参数优化[D]. 南京: 南京理工大学, 2011. |
| Chu Y F. Optimization of process parameters of two-color injection molding based on particle swarm neural network[D]. Nanjing: Nanjing University of Science and Technology, 2011. | |
| [12] | Huang M S, Ke K C, Liu C Y. Cavity pressure-based holding pressure adjustment for enhancing the consistency of injection molding quality[J]. Journal of Applied Polymer Science, 2021, 138(18): 50357. |
| [13] | Bensingh R J, Machavaram R, Boopathy S R, et al. Injection molding process optimization of a bi-aspheric lens using hybrid artificial neural networks (ANNs) and particle swarm optimization (PSO)[J]. Measurement, 2019, 134: 359-374. |
| [14] | Cheng J, Liu Z Y, Tan J R. Multiobjective optimization of injection molding parameters based on soft computing and variable complexity method[J]. The International Journal of Advanced Manufacturing Technology, 2013, 66(5): 907-916. |
| [15] | Moayyedian M, Qazani M R C, Amirkhizi P J, et al. Multiple objectives optimization of injection-moulding process for dashboard using soft computing and particle swarm optimization[J]. Scientific Reports, 2024, 14(1): 23767. |
| [16] | Zeng W, Yi G D, Zhang S Y, et al. Multi-objective optimization method of injection molding process parameters based on hierarchical sampling and comprehensive entropy weights[J]. The International Journal of Advanced Manufacturing Technology, 2024, 133(3): 1481-1499. |
| [17] | 薛茂远, 梅益, 唐方艳, 等. 基于GA-ELM及遗传算法的注塑件成型工艺优化[J]. 塑料, 2022, 51(1): 56-61, 66. |
| Xue M Y, Mei Y, Tang F Y, et al. Optimization of injection molding process based on GA-ELM and genetic algorithm[J]. Plastics, 2022, 51(1): 56-61, 66. | |
| [18] | 印磊, 苏小平, 潘杰. 基于NCGA的汽车外饰件注塑成型工艺参数多目标优化[J]. 塑料工业, 2024, 52(8): 95-100. |
| Yin L, Su X P, Pan J. Multi objective optimization of injection molding process parameters for automotive exterior parts based on NCGA[J]. China Plastics Industry, 2024, 52(8): 95-100. | |
| [19] | 余佳欣. 基于迁移学习的薄壁类零件注塑工艺优化研究[D]. 绵阳: 西南科技大学, 2023. |
| Yu J X. Study on injection process optimization of thin-walled parts based on transfer learning[D]. Mianyang: Southwest University of Science and Technology, 2023. | |
| [20] | 孙显俊. 聚丙烯及其复合材料注塑件翘曲变形数值模拟与实验研究[D]. 南京: 南京航空航天大学, 2015. |
| Sun X J. Numerical simulation and experimental study on warping deformation of polypropylene and its composite injection parts[D]. Nanjing: Nanjing University of Aeronautics and Astronautics, 2015. | |
| [21] | 傅建钢, 赵朋, 傅建中, 等. 电器仪表外壳注塑模具设计[J]. 塑料科技, 2024, 52(2): 112-115. |
| Fu J G, Zhao P, Fu J Z, et al. Design of injection mold for electrical instrument shell[J]. Plastics Science and Technology, 2024, 52(2): 112-115. | |
| [22] | Chang R Y, Tsaur B D. Experimental and theoretical studies of shrinkage, warpage, and sink marks of crystalline polymer injection molded parts[J]. Polymer Engineering & Science, 1995, 35(15): 1222-1230. |
| [23] | 张君. 汽车位置灯厚壁Logo饰件注塑模具设计及多目标工艺参数优化[D]. 镇江: 江苏大学, 2023. |
| Zhang J. Design of injection mold and optimization of multi-objective process parameters for thick wall Logo decoration of automobile position[D]. Zhenjiang: Jiangsu University, 2023. | |
| [24] | 朱宏峰. 随形冷却对注塑成型制品翘曲变形影响研究[D]. 南昌: 南昌大学, 2014. |
| Zhu H F. Study on the influence of conformal cooling on warping deformation of injection molded products[D]. Nanchang: Nanchang University, 2014. | |
| [25] | 傅超. 基于BP-NSGA Ⅱ的双色贯穿灯注塑工艺参数多目标优化与模具设计[D]. 镇江: 江苏大学, 2023. |
| Fu C. Multi-objective optimization of injection process parameters and mold design of two-color through lamp based on BP-NSGA Ⅱ[D]. Zhenjiang: Jiangsu University, 2023. | |
| [26] | Zhao N Y, Lian J Y, Wang P F, et al. Recent progress in minimizing the warpage and shrinkage deformations by the optimization of process parameters in plastic injection molding: a review[J]. The International Journal of Advanced Manufacturing Technology, 2022, 120(1/2): 85-101. |
| [27] | Kitayama S. Process parameters optimization in plastic injection molding using metamodel-based optimization: a comprehensive review[J]. The International Journal of Advanced Manufacturing Technology, 2022, 121(11): 7117-7145. |
| [28] | 欧阳宇. 进气歧管注塑成型工艺参数及进气性能优化研究[D]. 昆明: 昆明理工大学, 2023. |
| Ouyang Y. Study on optimization of injection molding process parameters and intake performance of intake manifold[D]. Kunming: Kunming University of Science and Technology, 2023. | |
| [29] | Eberhart R, Kennedy J. A new optimizer using particle swarm theory[C]//Proceedings of the Sixth International Symposium on Micro Machine and Human Science. Nagoya, Japan: IEEE, 1995: 39-43. |
| [30] | Watkins C J C H, Dayan P. Q-learning[J]. Machine Learning, 1992, 8: 279-292. |
| [31] | Sutton R S, Barto A G. Reinforcement learning: an introduction[J]. IEEE Transactions on Neural Networks, 1998, 9(5): 1054. |
| [32] | 罗逸轩, 刘建华, 胡任远, 等. 融合经验共享Q学习的粒子群优化算法[J]. 计算机科学与探索, 2022, 16(9): 2151-2162. |
| Luo Y X, Liu J H, Hu R Y, et al. Particle swarm optimization combined with Q-learning of experience sharing strategy[J]. Journal of Frontiers of Computer Science and Technology, 2022, 16(9): 2151-2162. | |
| [33] | 张程, 邱炳林, 刘佳静, 等. 基于社会学习的粒子群优化算法的电力系统稳定器参数协调优化设计[J]. 电工电能新技术, 2022, 41(4): 24-33. |
| Zhang C, Qiu B L, Liu J J, et al. Parameters coordinated optimization design of power system stabilizer by social learning based particle swarm optimization algorithm[J]. Advanced Technology of Electrical Engineering and Energy, 2022, 41(4): 24-33. | |
| [34] | Jiyue E, Liu J L, Wan Z. A novel adaptive algorithm of particle swarm optimization based on the human social learning intelligence[J]. Swarm and Evolutionary Computation, 2023, 80: 101336. |
| [35] | Kennedy J, Eberhart R. Particle swarm optimization[C]//Proceedings of ICNN’95-International Conference on Neural Networks. Perth, WA, Australia: IEEE, 1995: 1942-1948. |
| [36] | Holland J H. Genetic algorithms[J]. Scientific American, 1992, 267(1): 66-73. |
| [37] | Mirjalili S. SCA: a sine cosine algorithm for solving optimization problems[J]. Knowledge-Based Systems, 2016, 96: 120-133. |
| [38] | Storn R, Price K. Differential evolution—a simple and efficient heuristic for global optimization over continuous spaces[J]. Journal of Global Optimization, 1997, 11(4): 341-359. |
| [1] | 燕子腾, 詹飞龙, 丁国良. 空调用套管式分流器结构设计及分流效果验证[J]. 化工学报, 2025, 76(S1): 152-159. |
| [2] | 密晓光, 孙国刚, 程昊, 张晓慧. 印刷电路板式天然气冷却器性能仿真模型和验证[J]. 化工学报, 2025, 76(S1): 426-434. |
| [3] | 段浩磊, 陈浩远, 梁坤峰, 王林, 陈彬, 曹勇, 张晨光, 李硕鹏, 朱登宇, 何亚茹, 杨大鹏. 纯电动车热管理系统低GWP工质替代方案性能分析与综合评价[J]. 化工学报, 2025, 76(S1): 54-61. |
| [4] | 张文锋, 郭玮, 张新玉, 曹昊敏, 丁国良. 铝管铝翅片换热器模型开发及软件实现[J]. 化工学报, 2025, 76(S1): 84-92. |
| [5] | 王俊鹏, 冯佳琪, 张恩搏, 白博峰. 曲折式与阵列式迷宫阀芯结构内流动与空化特性研究[J]. 化工学报, 2025, 76(S1): 93-105. |
| [6] | 臧子晴, 李修真, 谈莹莹, 刘晓庆. 分凝器对两级分离自复叠制冷循环特性影响研究[J]. 化工学报, 2025, 76(S1): 17-25. |
| [7] | 赵子祥, 段钟弟, 孙浩然, 薛鸿祥. 大温差两相流动诱导水锤冲击的数值模型[J]. 化工学报, 2025, 76(S1): 170-180. |
| [8] | 黄灏, 王文, 贺隆坤. LNG船薄膜型液货舱预冷过程模拟与分析[J]. 化工学报, 2025, 76(S1): 187-194. |
| [9] | 汪思远, 刘国强, 熊通, 晏刚. 窗式空调器轴流风机的风速非均匀分布特性及其对冷凝器流路优化设计的影响规律[J]. 化工学报, 2025, 76(S1): 205-216. |
| [10] | 曹庆泰, 郭松源, 李建强, 蒋赞, 汪彬, 耑锐, 吴静怡, 杨光. 负过载下多孔隔板对液氧贮箱蓄液性能的影响研究[J]. 化工学报, 2025, 76(S1): 217-229. |
| [11] | 孙九春, 桑运龙, 王海涛, 贾浩, 朱艳. 泥水盾构仓体内射流对泥浆输送特性影响研究[J]. 化工学报, 2025, 76(S1): 246-257. |
| [12] | 孔繁臣, 张硕, 唐明生, 邹慧明, 胡舟航, 田长青. 二氧化碳直线压缩机气体轴承模拟[J]. 化工学报, 2025, 76(S1): 281-288. |
| [13] | 何婷, 黄舒阳, 黄坤, 陈利琼. 基于余热利用的天然气化学吸收脱碳-高温热泵耦合流程研究[J]. 化工学报, 2025, 76(S1): 297-308. |
| [14] | 卓森庆, 陈华, 陈伟, 尚彬, 刘恒恒, 古汤汤, 白韡, 王龙炎, 曹昊敏, 丁国良. 多联式空调系统APF性能仿真的模型开发与软件实现[J]. 化工学报, 2025, 76(S1): 370-376. |
| [15] | 陈培强, 郑群, 姜玉廷, 熊春华, 陈今茂, 王旭东, 黄龙, 阮曼, 徐万里. 电液流量及电流密度对海水激活电池输出特性的影响[J]. 化工学报, 2025, 76(7): 3235-3245. |
| 阅读次数 | ||||||
|
全文 |
|
|||||
|
摘要 |
|
|||||
 京公网安备 11010102001995号
京公网安备 11010102001995号

