CIESC Journal ›› 2023, Vol. 74 ›› Issue (10): 4302-4310.DOI: 10.11949/0438-1157.20230641
• Energy and environmental engineering • Previous Articles Next Articles
Wei HE1,3( ), Yongna CAO2,3, Hongru SHANG1, Yinxue LI3, Chao GUO4, Yanling YU1,3()
), Yongna CAO2,3, Hongru SHANG1, Yinxue LI3, Chao GUO4, Yanling YU1,3()
Received:2023-06-28
Revised:2023-08-30
Online:2023-12-22
Published:2023-10-25
Contact:
Yanling YU
贺巍1,3(), 曹永娜2,3, 尚宏儒1, 李崯雪3, 郭超4, 于艳玲1,3()
通讯作者:
于艳玲
作者简介:贺巍(2002—),男,硕士研究生,1074992253@qq.com
基金资助:CLC Number:
Wei HE, Yongna CAO, Hongru SHANG, Yinxue LI, Chao GUO, Yanling YU. Optimum design and performance analysis of waste heat recovery system for biomass fermentation[J]. CIESC Journal, 2023, 74(10): 4302-4310.
贺巍, 曹永娜, 尚宏儒, 李崯雪, 郭超, 于艳玲. 生物质发酵余热回收系统优化设计与性能分析[J]. 化工学报, 2023, 74(10): 4302-4310.
Add to citation manager EndNote|Ris|BibTeX
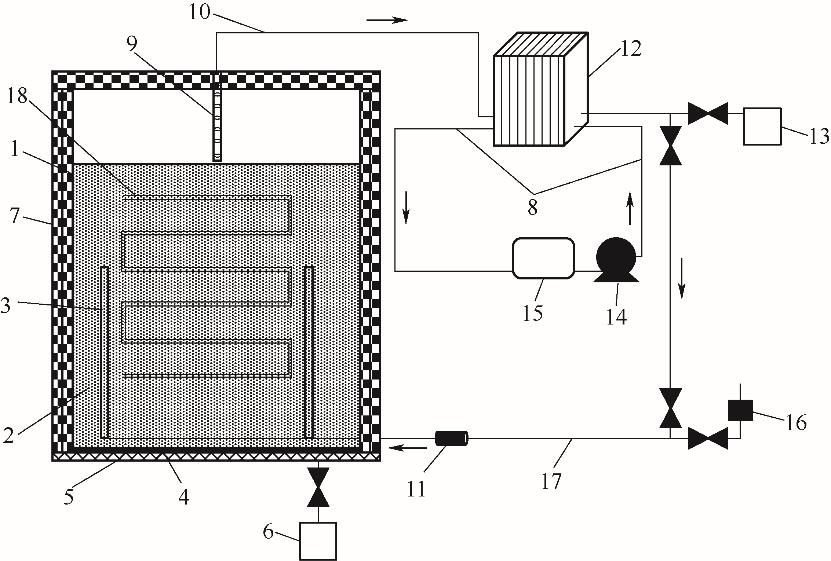
Fig.1 Schematic diagram of the waste heat recovery device for aerobic fermentation1—insulation layer; 2—fermentation heap; 3—porous vent pipe; 4—porous clapboard; 5—wastewater layer; 6—leachate collector; 7—fermenter; 8—water pipe; 9—porous suction pipe; 10—intake pipe; 11—pipeline air pump; 12—plate heat exchanger; 13—condensate collector; 14—pump; 15—heat storage tank; 16—air pump; 17—outlet pipe; 18—electric heating belt
| 部位 | 保温材料 | 热阻/(m2·℃/W) |
|---|---|---|
| 吸气管道和水管 | 橡塑管套 | 0.70 |
| 出气管道 | 铝箔气泡隔热膜 | 0.11 |
| 换热器 | 铝箔气泡隔热膜 | 0.32 |
| 水箱 | 铝箔气泡隔热膜 | 0.21 |
| 发酵罐 | 壁、底:橡塑板; 顶:高密度泡沫板 | 壁:1.77;底:0.88 顶:1.22 |
Table 1 Initial thermal insulation design of the heat recovery system
| 部位 | 保温材料 | 热阻/(m2·℃/W) |
|---|---|---|
| 吸气管道和水管 | 橡塑管套 | 0.70 |
| 出气管道 | 铝箔气泡隔热膜 | 0.11 |
| 换热器 | 铝箔气泡隔热膜 | 0.32 |
| 水箱 | 铝箔气泡隔热膜 | 0.21 |
| 发酵罐 | 壁、底:橡塑板; 顶:高密度泡沫板 | 壁:1.77;底:0.88 顶:1.22 |
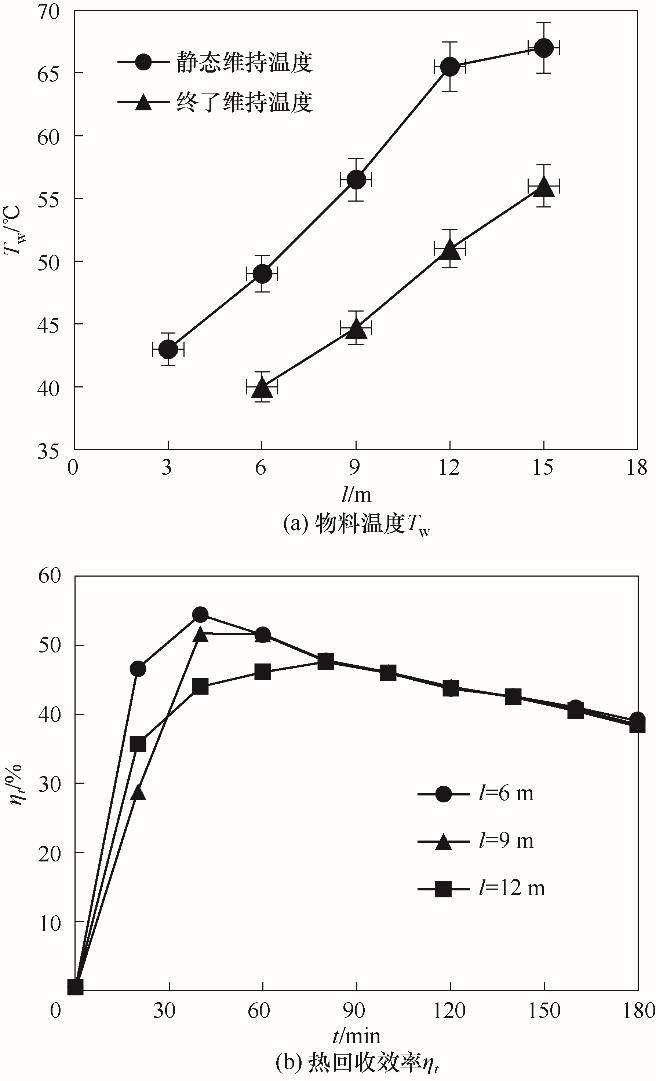
Fig.2 Effect of heating tape length on material temperature and heat recovery efficiency
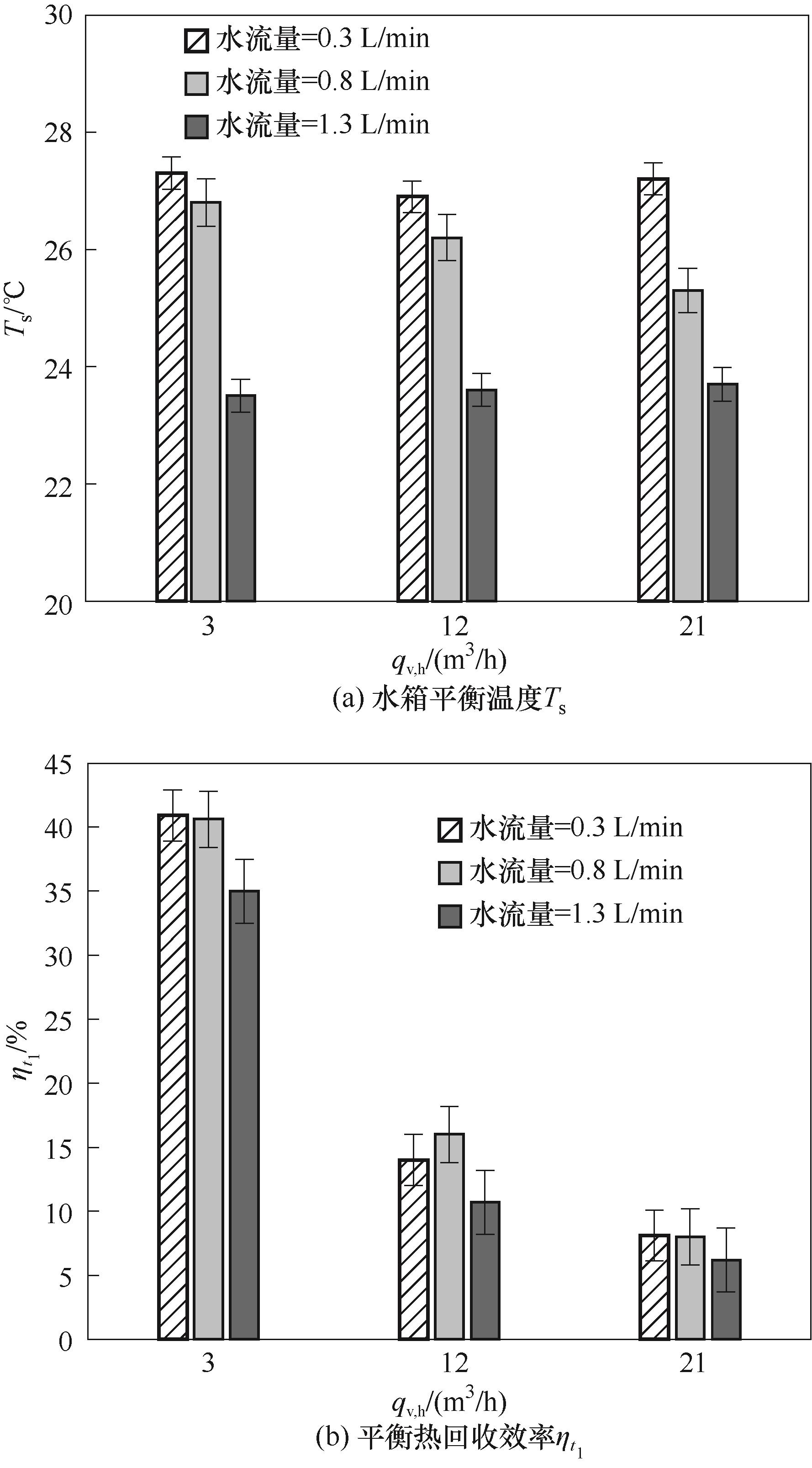
Fig.3 Effect of fluid flow on the equilibrium temperature and heat recovery efficiency of the water tank
| 组别 | R1/(m2·℃/W) | R2/(m2·℃/W) | t1/min | Ts /℃ | |||
|---|---|---|---|---|---|---|---|
| 1 | 0.32 | 0.21 | 170±8 | 36.6±0.3 | 71.2±3.2 | 31.5±0.3 | 44.2±1.5 |
| 2 | 0.58 | 0.21 | 180±5 | 38.3±0.2 | 82.3±4.0 | 33.3±0.2 | 40.5±1.1 |
| 3 | 1.06 | 0.21 | 186±5 | 38.8±0.4 | 77.5±2.8 | 32.2±0.3 | 41.5±1.7 |
| 4 | 0.58 | 0.06 | 165±3 | 32.0±0.6 | 106.2±2.5 | 24.7±0.5 | 23.3±0.1 |
| 5 | 0.58 | 0.46 | 190±5 | 40.1±0.3 | 95.3±1.9 | 38.5±0.3 | 40.4±0.5 |
Table 2 Statistics and calculation results of heat recovery parameters under different thermal resistance
| 组别 | R1/(m2·℃/W) | R2/(m2·℃/W) | t1/min | Ts /℃ | |||
|---|---|---|---|---|---|---|---|
| 1 | 0.32 | 0.21 | 170±8 | 36.6±0.3 | 71.2±3.2 | 31.5±0.3 | 44.2±1.5 |
| 2 | 0.58 | 0.21 | 180±5 | 38.3±0.2 | 82.3±4.0 | 33.3±0.2 | 40.5±1.1 |
| 3 | 1.06 | 0.21 | 186±5 | 38.8±0.4 | 77.5±2.8 | 32.2±0.3 | 41.5±1.7 |
| 4 | 0.58 | 0.06 | 165±3 | 32.0±0.6 | 106.2±2.5 | 24.7±0.5 | 23.3±0.1 |
| 5 | 0.58 | 0.46 | 190±5 | 40.1±0.3 | 95.3±1.9 | 38.5±0.3 | 40.4±0.5 |
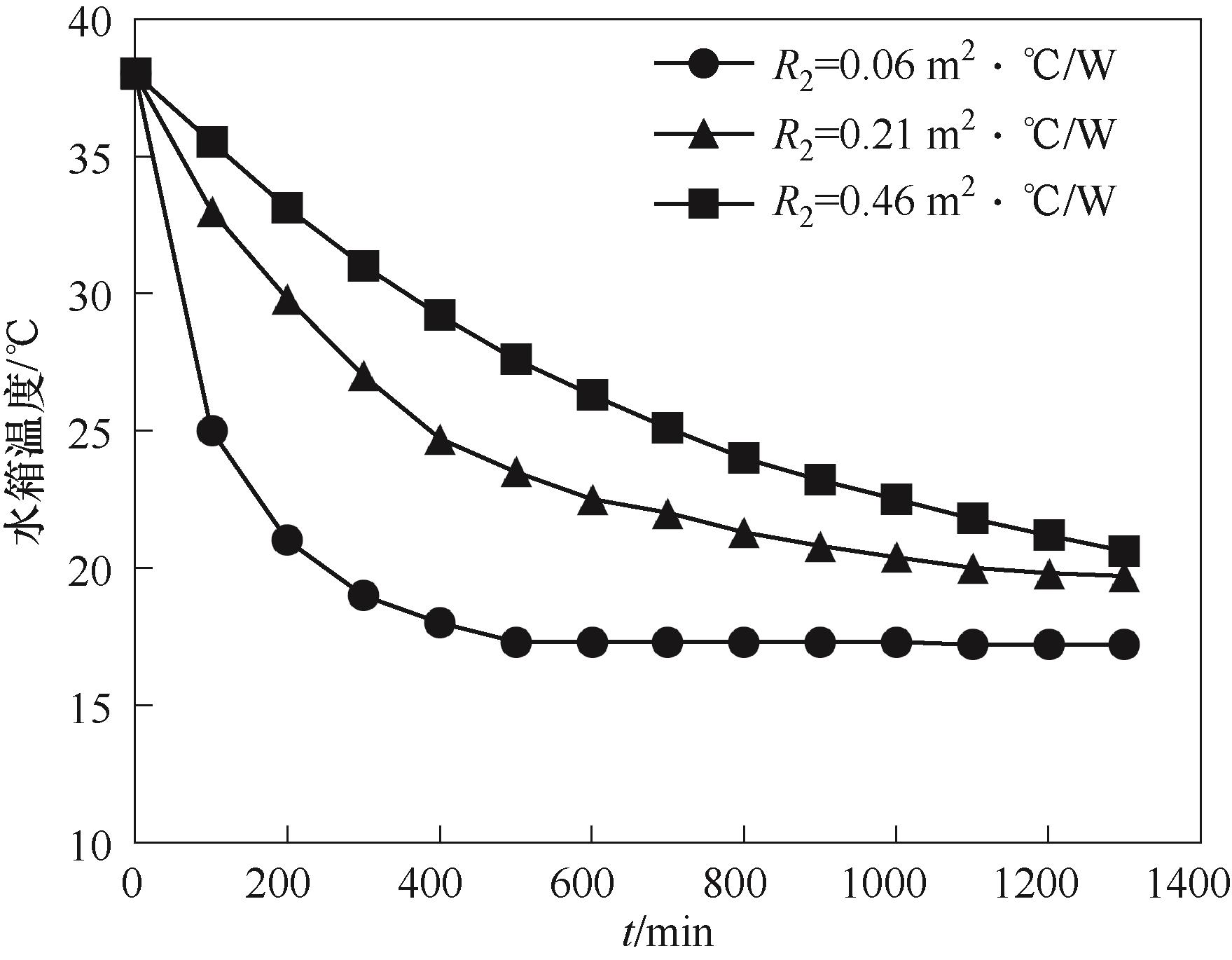
Fig.4 Quantitative cooling test under different thermal resistance conditions of water tank
| 组别 | m1/kg | S/m2 | t1/min | Ts/℃ | |||
|---|---|---|---|---|---|---|---|
| 5 | 4.5 | 1.44 | 190±5 | 40.1±0.3 | 95.3±1.9 | 38.5±0.3 | 40.4±0.5 |
| 6 | 7.5 | 1.44 | 240±5 | 33.7±0.2 | 123.6±2.6 | 31.6±0.2 | 25.6±0.4 |
| 7 | 10.5 | 1.44 | 280±5 | 31.6±0.5 | 139.2±3.2 | 32.3±0.5 | 23.2±0.2 |
| 8 | 4.5 | 2.16 | 140±8 | 38.1±0.9 | 93.9±3.1 | 44.7±1.1 | 47.6±0.4 |
Table 3 Statistics and calculation results of heat recovery parameters under different water storage capacity and heat exchange area
| 组别 | m1/kg | S/m2 | t1/min | Ts/℃ | |||
|---|---|---|---|---|---|---|---|
| 5 | 4.5 | 1.44 | 190±5 | 40.1±0.3 | 95.3±1.9 | 38.5±0.3 | 40.4±0.5 |
| 6 | 7.5 | 1.44 | 240±5 | 33.7±0.2 | 123.6±2.6 | 31.6±0.2 | 25.6±0.4 |
| 7 | 10.5 | 1.44 | 280±5 | 31.6±0.5 | 139.2±3.2 | 32.3±0.5 | 23.2±0.2 |
| 8 | 4.5 | 2.16 | 140±8 | 38.1±0.9 | 93.9±3.1 | 44.7±1.1 | 47.6±0.4 |
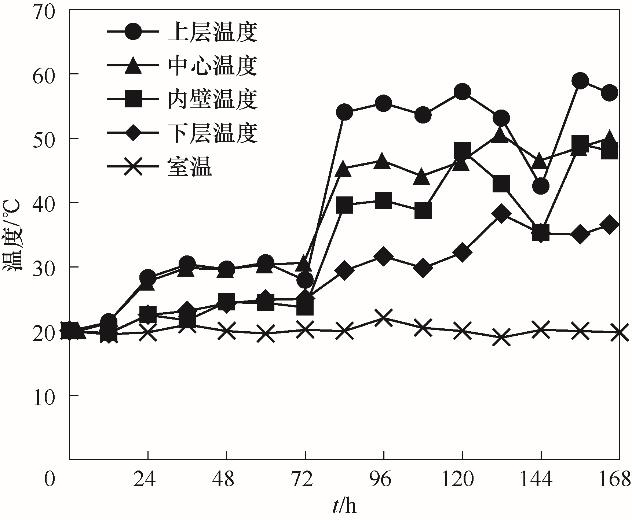
Fig.5 Temperature change of 100 L aerobic fermentation
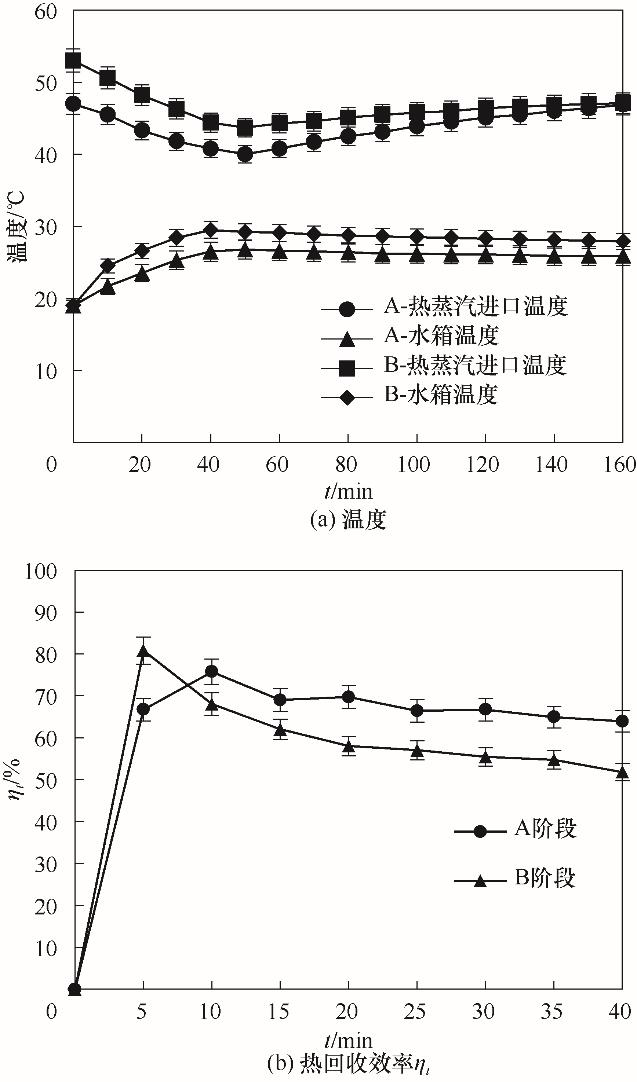
Fig.6 The change of the experimental temperature and heat recovery efficiency with time
| 产热方式 | 热回收方式 | 热流体进口温度/℃ | 热流体进口湿度/% | |||
|---|---|---|---|---|---|---|
| 电加热模拟 | 连续性 | 52降至48 | 100降至77 | 93.9±3.1 | 44.7±1.1 | 47.6±0.4 |
| 电加热模拟 | 间歇性 | 52降至50 | 100降至90 | 120.4±4.3 | 79.9±3.2 | 66.4±0.3 |
| 好氧发酵 | 间歇性 | 53降至45 | 100 | 133.2±3.4 | 77.0±0.9 | 57.8±0.8 |
Table 4 Comparison of system heat recovery performance under different heat production-heat recovery modes
| 产热方式 | 热回收方式 | 热流体进口温度/℃ | 热流体进口湿度/% | |||
|---|---|---|---|---|---|---|
| 电加热模拟 | 连续性 | 52降至48 | 100降至77 | 93.9±3.1 | 44.7±1.1 | 47.6±0.4 |
| 电加热模拟 | 间歇性 | 52降至50 | 100降至90 | 120.4±4.3 | 79.9±3.2 | 66.4±0.3 |
| 好氧发酵 | 间歇性 | 53降至45 | 100 | 133.2±3.4 | 77.0±0.9 | 57.8±0.8 |
| 1 | 李荆波, 丁攀, 兰明明, 等. 玉米秸秆复合菌兼氧预处理产热特性分析[J]. 热科学与技术, 2019, 18(2): 143-154. |
| Li J B, Ding P, Lan M M, et al. Analysis of heat production characteristics of corn straw compound microorganism and aerobic pretreatment[J]. Journal of Thermal Science and Technology, 2019, 18(2): 143-154. | |
| 2 | Fulford B. The composting greenhouse at new alchemy institute: a report on two years of operation and monitoring[R]. New Alchemy Institute, Research Report No.3, 1986. |
| 3 | Malesani R, Pivato A, Bocchi S, et al. Compost heat recovery systems: an alternative to produce renewable heat and promoting ecosystem services[J]. Environmental Challenges, 2021, 4: 100131. |
| 4 | Themelis N. Control of heat generation during composting[J]. Biocycle, 2005, 46: 28-30. |
| 5 | Chambers D. The design and development of heat extraction technologies for the utilisation of compost thermal energy[D]. Galway-Mayo: Galway-Mayo Institute of Technology, 2009. |
| 6 | Allain C. Cold weather operations: energy recovery at biosolids composting facility[J]. BioCycle: Journal of Composting & Recycling, 2007, 48(10): 50-53. |
| 7 | Hirakazu S, Mass Tomoaki K., energy and exergy balances for heat recovery operation from compost[J]. Environment Control in Biology, 2010, 31(4): 205-215. |
| 8 | Hirakazu S. Fermentation heat utilization system and fermentation heat utilization method: JP2013013376[P]. 2013-01-24. |
| 9 | Smith M M, Aber J D. Energy recovery from commercial-scale composting as a novel waste management strategy[J]. Applied Energy, 2018, 211: 194-199. |
| 10 | Bajko J, Fišer J, Jícha M. Condenser-type heat exchanger for compost heat recovery systems[J]. Energies, 2019, 12(8): 1583. |
| 11 | Zeng G M, Huang H L, Huang D L, et al. Effect of inoculating white-rot fungus during different phases on the compost maturity of agricultural wastes[J]. Process Biochemistry, 2009, 44(4): 396-400. |
| 12 | Gou C L, Wang Y Q, Zhang X Q, et al. Inoculation with a psychrotrophic-thermophilic complex microbial agent accelerates onset and promotes maturity of dairy manure-rice straw composting under cold climate conditions[J]. Bioresource Technology, 2017, 243: 339-346. |
| 13 | 詹亚斌, 魏雨泉, 陶兴玲, 等. 餐厨垃圾生物干化研究进展[C]//中国环境科学学会2021年科学技术年会. 天津:《工业建筑》杂志社有限公司, 2021: 272-276. |
| Zhan Y B, Wei Y Q, Tao X L, et al. Research progress of biological drying of food kitchen waste[C]//Proceedings of Science and Technology 2021 of Chinese Society of Environmental Sciences. Tianjin: Industrial Building Magazine Co., Ltd., 2021: 272-276. | |
| 14 | 袁京, 张地方, 李赟, 等. 外加碳源对厨余垃圾生物干化效果的影响[J]. 中国环境科学, 2017, 37(2): 628-635. |
| Yuan J, Zhang D F, Li Y, et al. Effect of external carbon sources on biodrying of kitchen waste[J]. China Environmental Science, 2017, 37(2): 628-635. | |
| 15 | 李清飞, 何新生, 孙震宇, 等. 农村生活垃圾好氧堆肥技术探讨[J]. 农机化研究, 2011, 33(6): 186-189. |
| Li Q F, He X S, Sun Z Y, et al. Aerobic composting technology for rural domestic waste[J]. Journal of Agricultural Mechanization Research, 2011, 33(6): 186-189. | |
| 16 | 白海涛, 柴哲, 柴博, 等. 一种低能耗污泥干燥和好氧发酵装置: 210457913U[P]. 2020-05-05. |
| Bai H T, Chai Z, Chai B, et al. Low-energy-consumption sludge drying and aerobic fermentation device: 210457913U[P]. 2020-05-05. | |
| 17 | 孔馨. 污泥生物干化处理过程强化及特性研究[D]. 昆明: 昆明理工大学, 2022. |
| Kong X. Study on strengthening and characteristics of sludge biological drying treatment process[D]. Kunming: Kunming University of Science and Technology, 2022. | |
| 18 | 石贵振, 王永江. 内循环式浆料好氧发酵反应器的流场与传热分析及其参数优化[J]. 华中农业大学学报, 2021, 40(6): 203-210. |
| Shi G Z, Wang Y J. Flow field and heat transfer and parameter optimization of an internal circulation slurry aerobic fermentation reactor[J]. Journal of Huazhong Agricultural University, 2021, 40(6): 203-210. | |
| 19 | 李一凡, 裴凯, 王永江. 堆肥余热辅热养殖水体的仿真与试验[J]. 华中农业大学学报, 2022, 41(4): 73-78. |
| Li Y F, Pei K, Wang Y J. Experiment and simulation of aquaculture water with compost waste heat and auxiliary heat[J]. Journal of Huazhong Agricultural University, 2022, 41(4): 73-78. | |
| 20 | 王一豪. 动态曝气对好氧堆肥效果及传热特性影响研究[D]. 哈尔滨: 东北农业大学, 2022. |
| Wang Y H. Study on the effect of dynamic aeration on aerobic composting and heat transfer characteristics[D]. Harbin: Northeast Agricultural University, 2022. | |
| 21 | 李明. 有机固体废弃物好氧分解能量回收技术研究[D]. 南京: 南京理工大学, 2015. |
| Li M. Study on energy recovery technology of aerobic decomposition of organic solid waste[D]. Nanjing: Nanjing University of Science and Technology, 2015. | |
| 22 | 王永江, 黄光群, 韩鲁佳. 猪粪好氧堆肥过程有机质降解和热量平衡模型[J]. 农业机械学报, 2011, 42(10): 121-124, 115. |
| Wang Y J, Huang G Q, Han L J. Modeling of organic matter degradation and thermal balance during pig slurry aerobic composting[J]. Transactions of the Chinese Society for Agricultural Machinery, 2011, 42(10): 121-124, 115. | |
| 23 | 王顺. 猪粪好氧堆肥产热特征及热能回收产电的研究[D]. 济南: 山东大学, 2020. |
| Wang S. Study on heat production characteristics of aerobic composting of pig manure and heat energy recovery to generate electricity[D]. Jinan: Shandong University, 2020. | |
| 24 | 展长虹, 李光皓. 一种农林有机固体废物静态堆肥热回收利用系统: 111393203A[P]. 2020-07-10. |
| Zhan C H, Li G H. Agriculture and forestry organic solid waste static compost heat recycling system: 111393203A[P]. 2020-07-10. | |
| 25 | 于艳玲, 刘净伊, 曹永娜, 等. 一种玉米秸秆好氧堆肥的快速产热菌剂及其应用: 113122483A[P]. 2021-07-16. |
| Yu Y L, Liu J Y, Cao Y N, et al. Rapid heat generation bacterium agent for aerobic composting of corn stalks and application of rapid heat generation bacterium agent: 113122483A[P]. 2021-07-16. | |
| 26 | 耿云灿. EM菌和蚯蚓对玉米秸秆分解的作用[D]. 长春: 长春师范大学, 2022. |
| Geng Y C. Effect of EM bacteria and earthworm on decomposition of corn stalk[D]. Changchun: Changchun Normal University, 2022. | |
| 27 | Tiquia S M, Tam N F Y, Hodgkiss I J. Effects of bacterial inoculum and moisture adjustment on composting of pig manure[J]. Environmental Pollution, 1997, 96(2): 161-171. |
| 28 | Haug R. The Practical Handbook of Compost Engineering[M]. USA: CRC Press, 1993. |
| 29 | 吕黄珍. 猪粪麦秸好氧堆肥工艺参数优化及过程模拟[D]. 北京: 中国农业大学, 2007. |
| Lyu H Z. Optimization of process parameters and process simulation of aerobic composting of pig manure and wheat straw[D]. Beijing: China Agricultural University, 2007. | |
| 30 | 周海瑛, 邱慧珍, 杨慧珍, 等. C/N比对好氧堆肥中NH3挥发损失和含氮有机物转化的影响[J]. 干旱地区农业研究, 2020, 38(2): 69-77. |
| Zhou H Y, Qiu H Z, Yang H Z, et al. Effects of C/N ratio on NH3 volatilization loss and nitrogen-containing organic compounds conversion in aerobic composting[J]. Agricultural Research in the Arid Areas, 2020, 38(2): 69-77. | |
| 31 | 胡菊. VT菌剂在好氧堆肥中的作用机理及肥效研究[D]. 北京: 中国农业大学, 2005. |
| Hu J. Study on the mechanism and fertilizer efficiency of VT microbial inoculum in aerobic composting[D]. Beijing: China Agricultural University, 2005. |
| [1] | Shuangxing ZHANG, Fangchen LIU, Yifei ZHANG, Wenjing DU. Experimental study on phase change heat storage and release performance of R-134a pulsating heat pipe [J]. CIESC Journal, 2023, 74(S1): 165-171. |
| [2] | Long ZHANG, Mengjie SONG, Keke SHAO, Xuan ZHANG, Jun SHEN, Runmiao GAO, Zekang ZHEN, Zhengyong JIANG. Simulation study on frosting at windward fin end of heat exchanger [J]. CIESC Journal, 2023, 74(S1): 179-182. |
| [3] | Yifei ZHANG, Fangchen LIU, Shuangxing ZHANG, Wenjing DU. Performance analysis of printed circuit heat exchanger for supercritical carbon dioxide [J]. CIESC Journal, 2023, 74(S1): 183-190. |
| [4] | Aiqiang CHEN, Yanqi DAI, Yue LIU, Bin LIU, Hanming WU. Influence of substrate temperature on HFE7100 droplet evaporation process [J]. CIESC Journal, 2023, 74(S1): 191-197. |
| [5] | Mingxi LIU, Yanpeng WU. Simulation analysis of effect of diameter and length of light pipes on heat transfer [J]. CIESC Journal, 2023, 74(S1): 206-212. |
| [6] | Zhiguo WANG, Meng XUE, Yushuang DONG, Tianzhen ZHANG, Xiaokai QIN, Qiang HAN. Numerical simulation and analysis of geothermal rock mass heat flow coupling based on fracture roughness characterization method [J]. CIESC Journal, 2023, 74(S1): 223-234. |
| [7] | Qihong ZOU, Qian LI, Tianshu GE. Experimental study of two-stage parallel desiccant coated heat pump system based on multi-objectives [J]. CIESC Journal, 2023, 74(S1): 265-271. |
| [8] | Cheng CHENG, Zhongdi DUAN, Haoran SUN, Haitao HU, Hongxiang XUE. Lattice Boltzmann simulation of surface microstructure effect on crystallization fouling [J]. CIESC Journal, 2023, 74(S1): 74-86. |
| [9] | Yitong LI, Hang GUO, Hao CHEN, Fang YE. Study on operating conditions of proton exchange membrane fuel cells with non-uniform catalyst distributions [J]. CIESC Journal, 2023, 74(9): 3831-3840. |
| [10] | Yubing WANG, Jie LI, Hongbo ZHAN, Guangya ZHU, Dalin ZHANG. Experimental study on flow boiling heat transfer of R134a in mini channel with diamond pin fin array [J]. CIESC Journal, 2023, 74(9): 3797-3806. |
| [11] | Ke LI, Jian WEN, Biping XIN. Study on influence mechanism of vacuum multi-layer insulation coupled with vapor-cooled shield on self-pressurization process of liquid hydrogen storage tank [J]. CIESC Journal, 2023, 74(9): 3786-3796. |
| [12] | Cong QI, Zi DING, Jie YU, Maoqing TANG, Lin LIANG. Study on solar thermoelectric power generation characteristics based on selective absorption nanofilm [J]. CIESC Journal, 2023, 74(9): 3921-3930. |
| [13] | Yue YANG, Dan ZHANG, Jugan ZHENG, Maoping TU, Qingzhong YANG. Experimental study on flash and mixing evaporation of aqueous NaCl solution [J]. CIESC Journal, 2023, 74(8): 3279-3291. |
| [14] | Longyi LYU, Wenbo JI, Muda HAN, Weiguang LI, Wenfang GAO, Xiaoyang LIU, Li SUN, Pengfei WANG, Zhijun REN, Guangming ZHANG. Enhanced anaerobic removal of halogenated organic pollutants by iron-based conductive materials: research progress and future perspectives [J]. CIESC Journal, 2023, 74(8): 3193-3202. |
| [15] | Tianhua CHEN, Zhaoxuan LIU, Qun HAN, Chengbin ZHANG, Wenming LI. Research progress and influencing factors of the heat transfer enhancement of spray cooling [J]. CIESC Journal, 2023, 74(8): 3149-3170. |
| Viewed | ||||||
|
Full text |
|
|||||
|
Abstract |
|
|||||

