化工学报 ›› 2024, Vol. 75 ›› Issue (4): 1630-1641.DOI: 10.11949/0438-1157.20231413
董霄( ), 白志山(), 杨晓勇, 殷伟, 刘宁普, 于启凡
), 白志山(), 杨晓勇, 殷伟, 刘宁普, 于启凡
收稿日期:2023-12-31
修回日期:2024-01-29
出版日期:2024-04-25
发布日期:2024-06-06
通讯作者:
白志山
作者简介:董霄(1987—),男,博士研究生,236842229@qq.com
基金资助:
Xiao DONG(), Zhishan BAI(), Xiaoyong YANG, Wei YIN, Ningpu LIU, Qifan YU
Received:2023-12-31
Revised:2024-01-29
Online:2024-04-25
Published:2024-06-06
Contact:
Zhishan BAI
摘要:
异丙苯过氧化氢法(CHPPO)是生产环氧丙烷的绿色新工艺,然而如何从异丙苯氧化液中脱除有机酸和Na+等杂质一直是CHPPO工艺的关键问题。针对现有碱水洗单元洗涤塔设备投资高、占地面积大、传质效果不佳等问题,通过小试和中试实验,开发了基于静态混合和聚结分离的耦合除杂技术,并研究了一系列操作条件对耦合技术分离性能的影响,实现了异丙苯氧化液高效除杂。结果表明,在NaOH溶液浓度为1.5%,碱液用量为氧化液进料量的4%~5%、纯水用量3%~5%、自循环量10%~15%的条件下,处理后的氧化液总酸含量低于10 mg/L,Na+低于0.5 mg/L。此外,耦合除杂技术在某石化工业装置上实现了首次工业应用,处理后的氧化液有机酸含量为33 mg/L、Na+含量为0.4 mg/L,满足环氧化工段对前处理的技术要求,同时减少了5%的碱、水用量,显著增加了装置的绿色属性。该技术为解决氧化液深度净化问题和促进环氧丙烷合成工艺的发展提供了一种极具前景的选择。
中图分类号:
董霄, 白志山, 杨晓勇, 殷伟, 刘宁普, 于启凡. CHPPO工艺氧化液耦合除杂技术的研究与工业应用[J]. 化工学报, 2024, 75(4): 1630-1641.
Xiao DONG, Zhishan BAI, Xiaoyong YANG, Wei YIN, Ningpu LIU, Qifan YU. Research and industrial application of coupled impurity removal technology in CHPPO process oxidation liquids[J]. CIESC Journal, 2024, 75(4): 1630-1641.
| 异丙苯 | 异丙苯过氧化氢 | 苯酚 | 甲酸 | 乙酸 | 苯甲酸 | Na+ |
|---|---|---|---|---|---|---|
| 61.87%(质量分数) | 38.12%(质量分数) | 283.2 mg/L | 16.3 mg/L | 18.2 mg/L | 37.4 mg/L | 35.9 mg/L |
表1 小试阶段CHP氧化液组成
Table 1 Composition of CHP oxidation liquid in pilot testing phase
| 异丙苯 | 异丙苯过氧化氢 | 苯酚 | 甲酸 | 乙酸 | 苯甲酸 | Na+ |
|---|---|---|---|---|---|---|
| 61.87%(质量分数) | 38.12%(质量分数) | 283.2 mg/L | 16.3 mg/L | 18.2 mg/L | 37.4 mg/L | 35.9 mg/L |
| 异丙苯 | 异丙苯过氧化氢 | 苯酚 | 甲酸 | 乙酸 | 苯甲酸 | Na+ |
|---|---|---|---|---|---|---|
| 71.23%(质量分数) | 28.76%(质量分数) | 349.7 mg/L | 63.1 mg/L | 10.2 mg/L | 6.59 mg/L | 35.9 mg/L |
表2 中试CHPPO装置CHP氧化液组成
Table 2 Composition of CHP oxidation liquid in semi-industrial CHPPO apparatus
| 异丙苯 | 异丙苯过氧化氢 | 苯酚 | 甲酸 | 乙酸 | 苯甲酸 | Na+ |
|---|---|---|---|---|---|---|
| 71.23%(质量分数) | 28.76%(质量分数) | 349.7 mg/L | 63.1 mg/L | 10.2 mg/L | 6.59 mg/L | 35.9 mg/L |
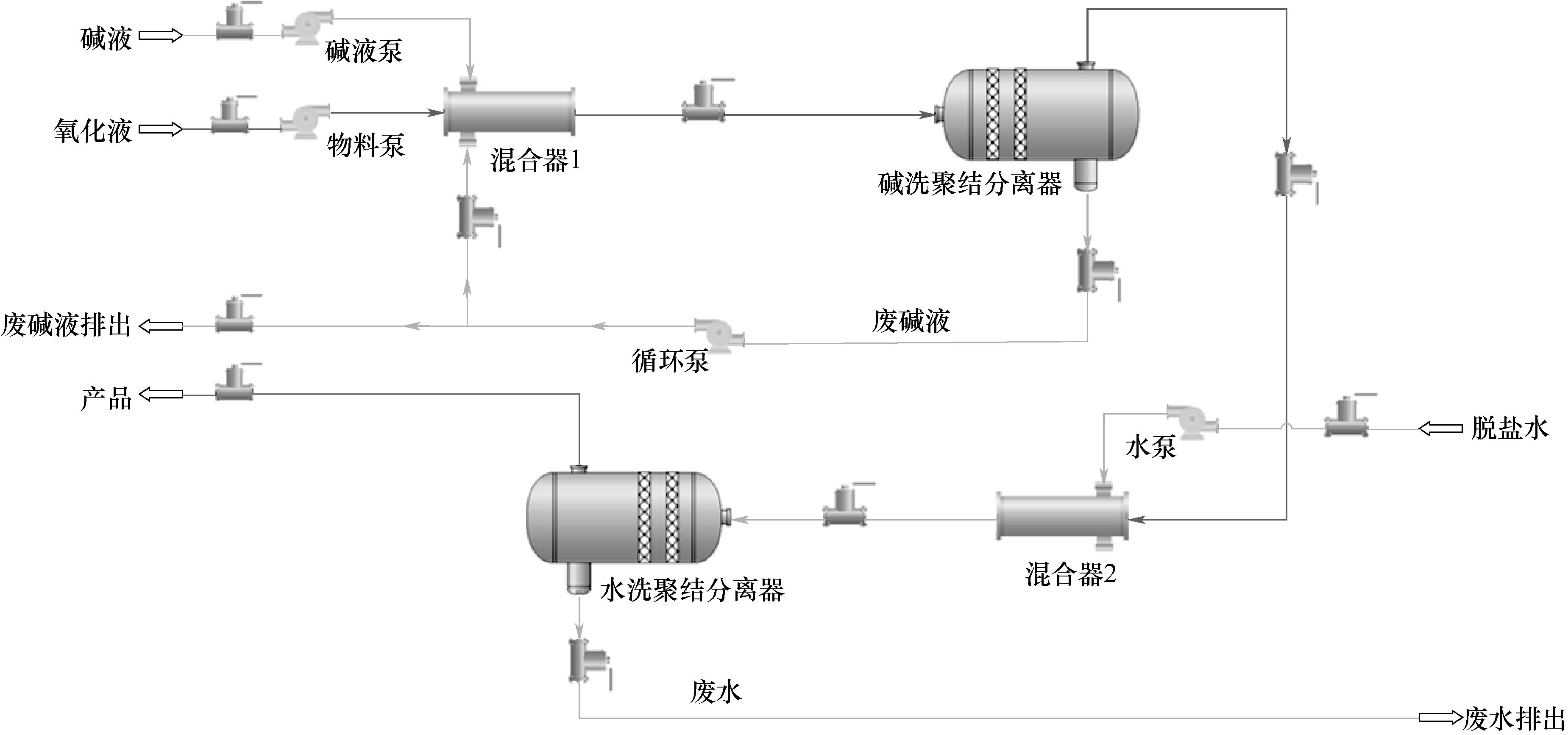
图1 小试阶段实验工艺流程
Fig.1 Experimental process flow diagram in pilot testing phase
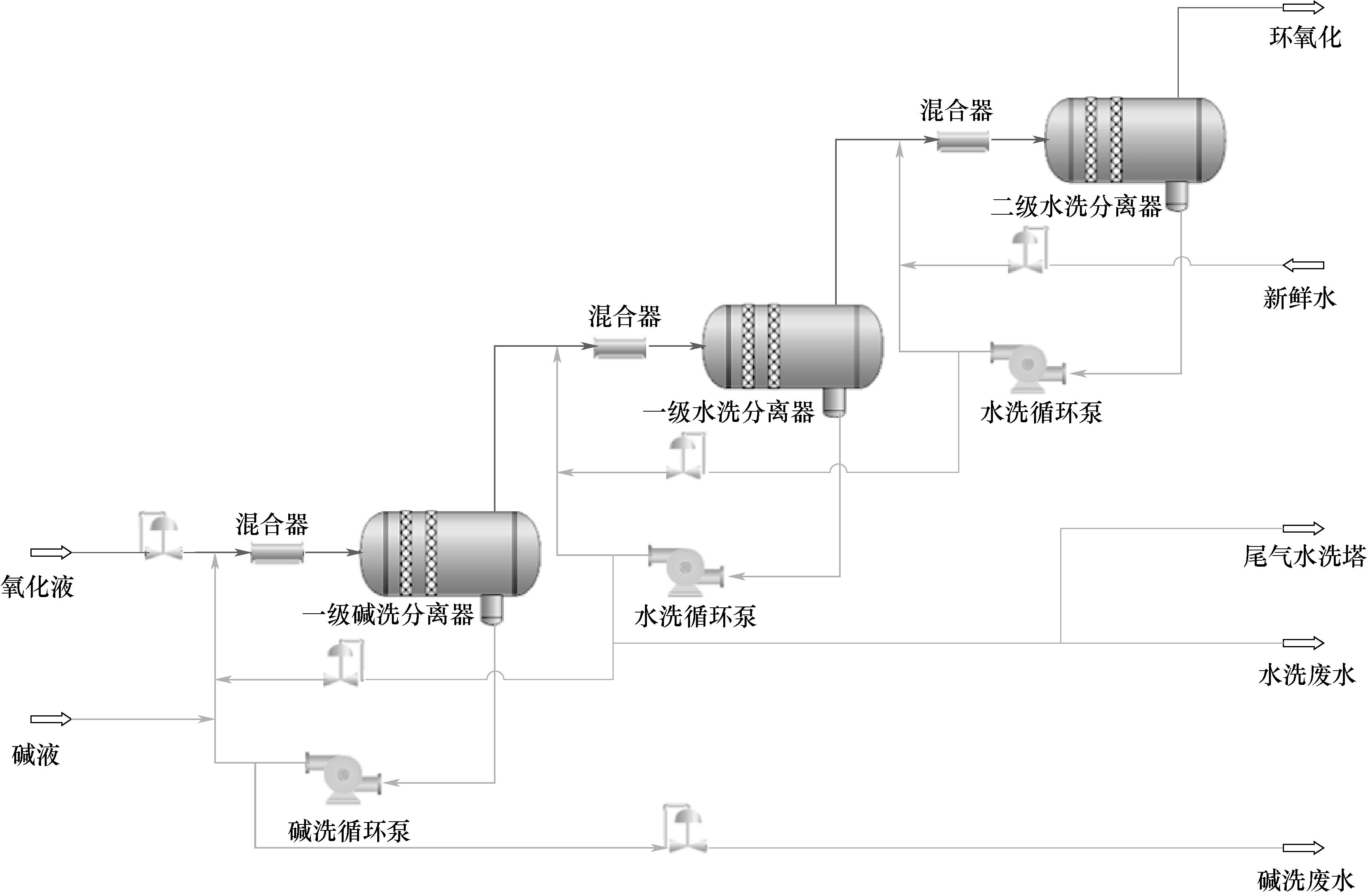
图2 中试阶段实验工艺流程
Fig.2 Experimental process flow diagram in semi-industrial testing phase
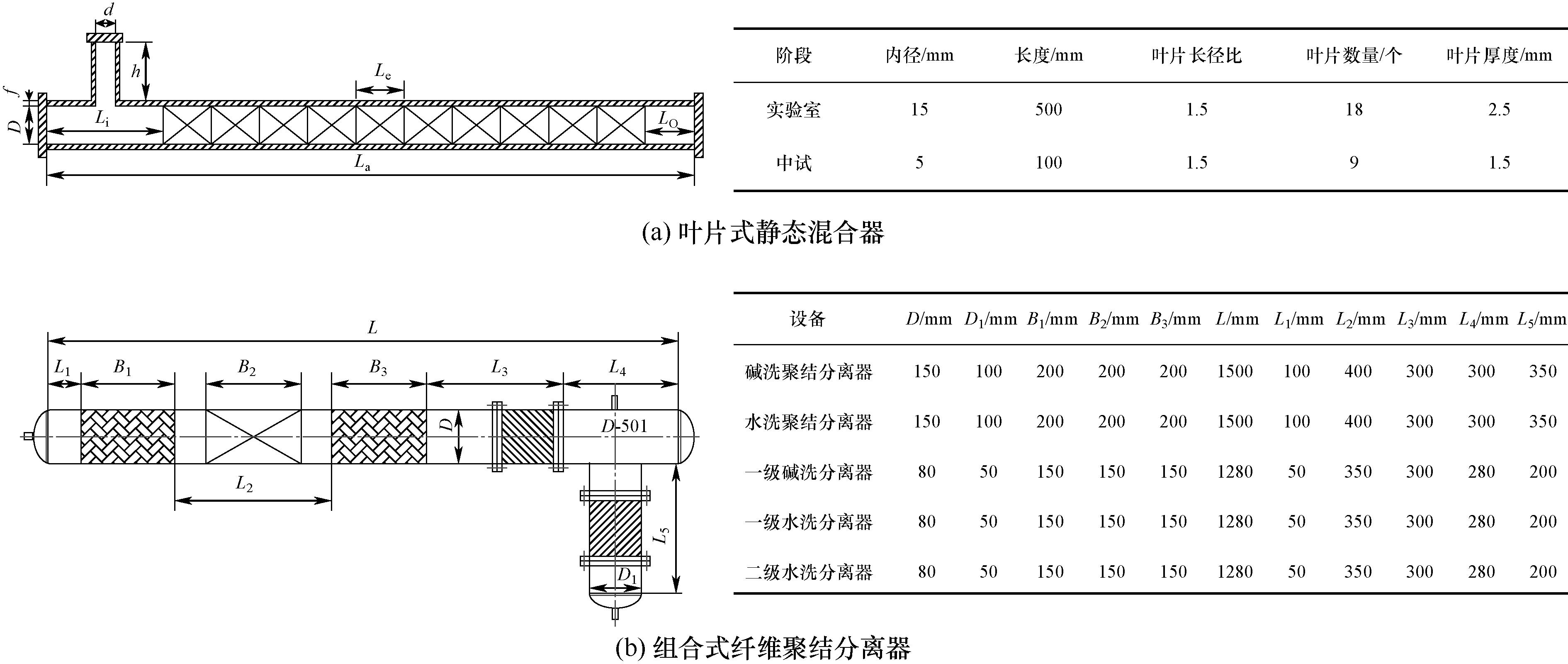
图3 实验主要设备结构简图
Fig.3 Schematic diagram of main equipment
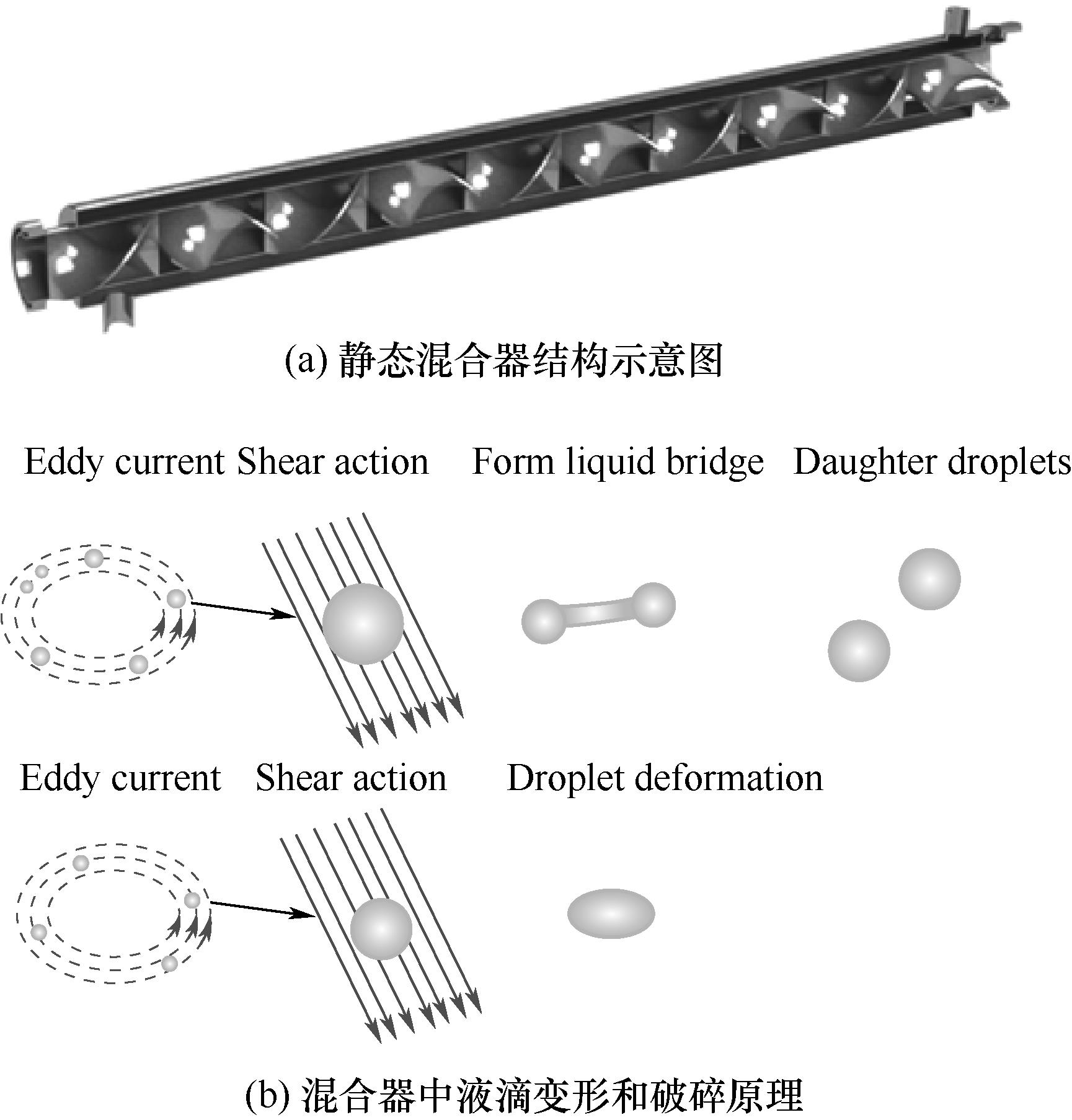
图4 混合器结构及传质机理
Fig.4 The structure and mass transfer mechanism of mixer
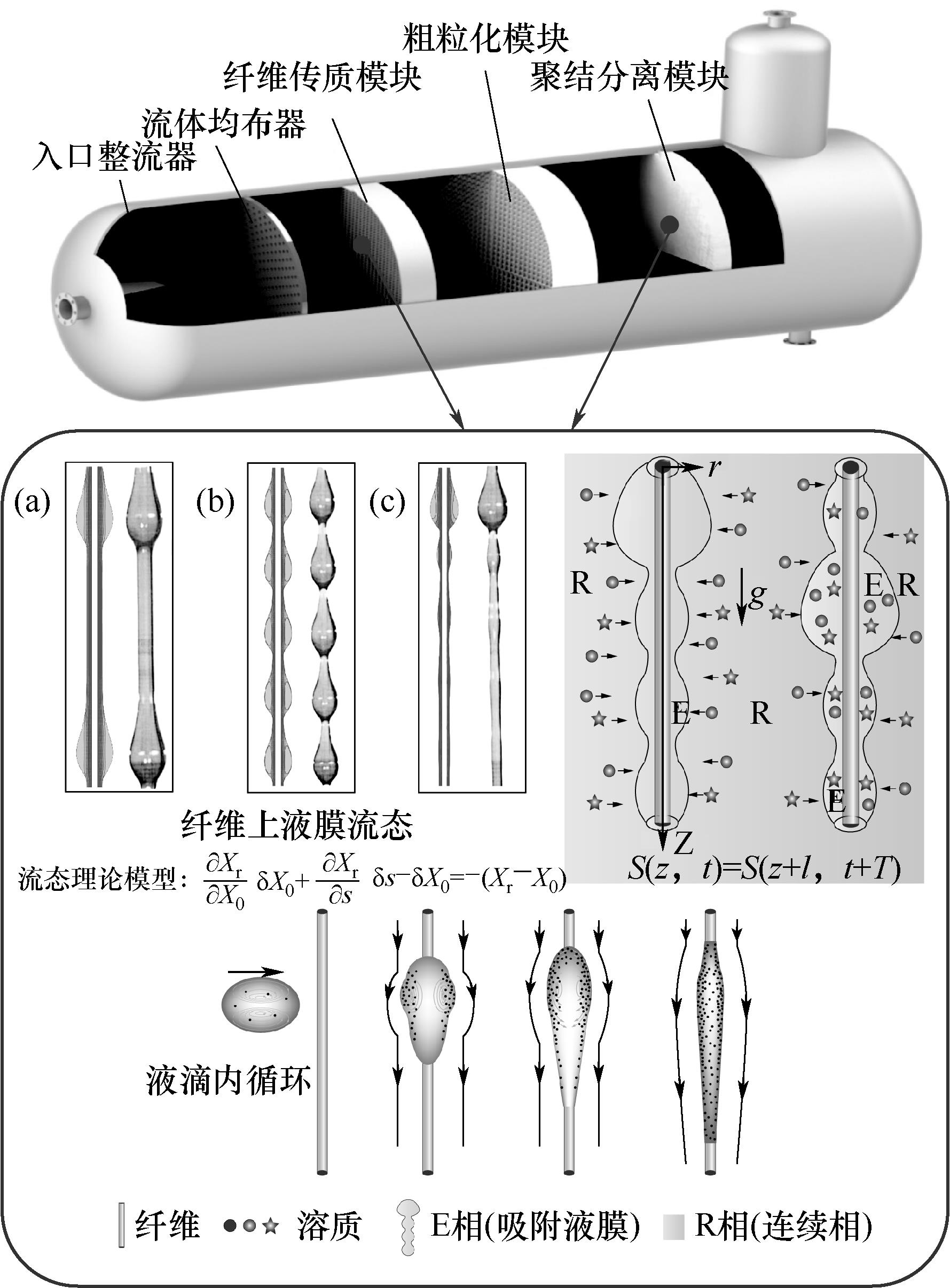
图5 纤维聚结器结构及分离工作原理
Fig.5 The structure and separation principle of fibrous coalescer
| CHP氧化液进料 | 碱液(0.5%~3.0%) | 脱盐水 | 碱洗 循环量 | 操作温度 | 工作压力 |
|---|---|---|---|---|---|
| 200~300 L/h | 4~40 L/h | 5~40 L/h | 5~25 L/h | 20~40℃ | 0.1 MPa |
表3 小试工艺条件
Table 3 Pilot testing process conditions
| CHP氧化液进料 | 碱液(0.5%~3.0%) | 脱盐水 | 碱洗 循环量 | 操作温度 | 工作压力 |
|---|---|---|---|---|---|
| 200~300 L/h | 4~40 L/h | 5~40 L/h | 5~25 L/h | 20~40℃ | 0.1 MPa |
| CHP氧化液进料 | 一级碱液(1%~2%) | 二级新鲜水 | 碱洗循环量 | 水洗循环量 | 操作温度 | 工作压力 |
|---|---|---|---|---|---|---|
| 60 L/h | 2~6 L/h | 2~6 L/h | 6~10 L/h | 6~12 L/h | 35~50℃ | 0.15 MPa |
表4 中试工艺条件
Table 4 Semi-industrial testing process conditions
| CHP氧化液进料 | 一级碱液(1%~2%) | 二级新鲜水 | 碱洗循环量 | 水洗循环量 | 操作温度 | 工作压力 |
|---|---|---|---|---|---|---|
| 60 L/h | 2~6 L/h | 2~6 L/h | 6~10 L/h | 6~12 L/h | 35~50℃ | 0.15 MPa |
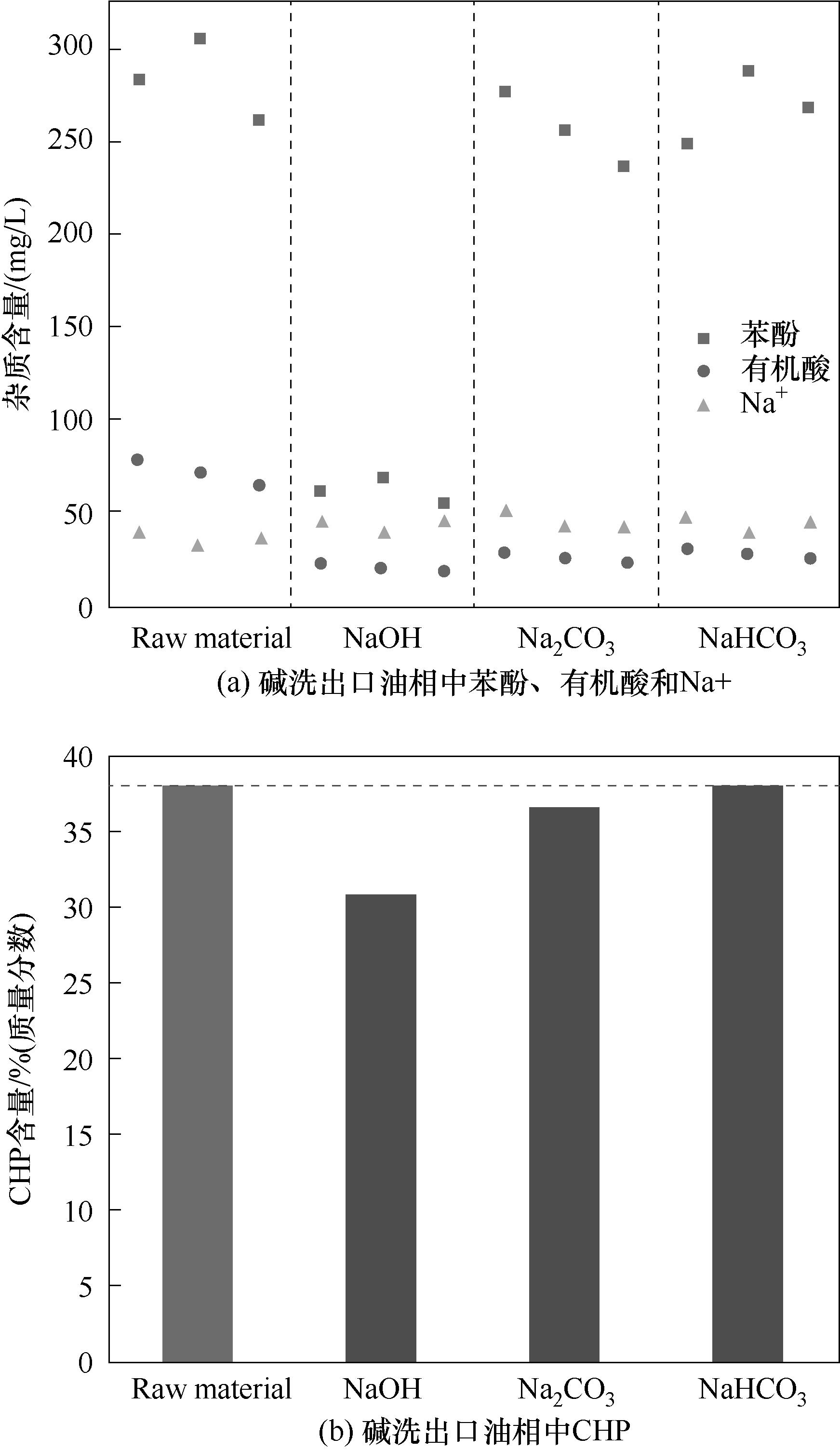
图6 碱液类型的影响
Fig.6 Effect of alkali solution type
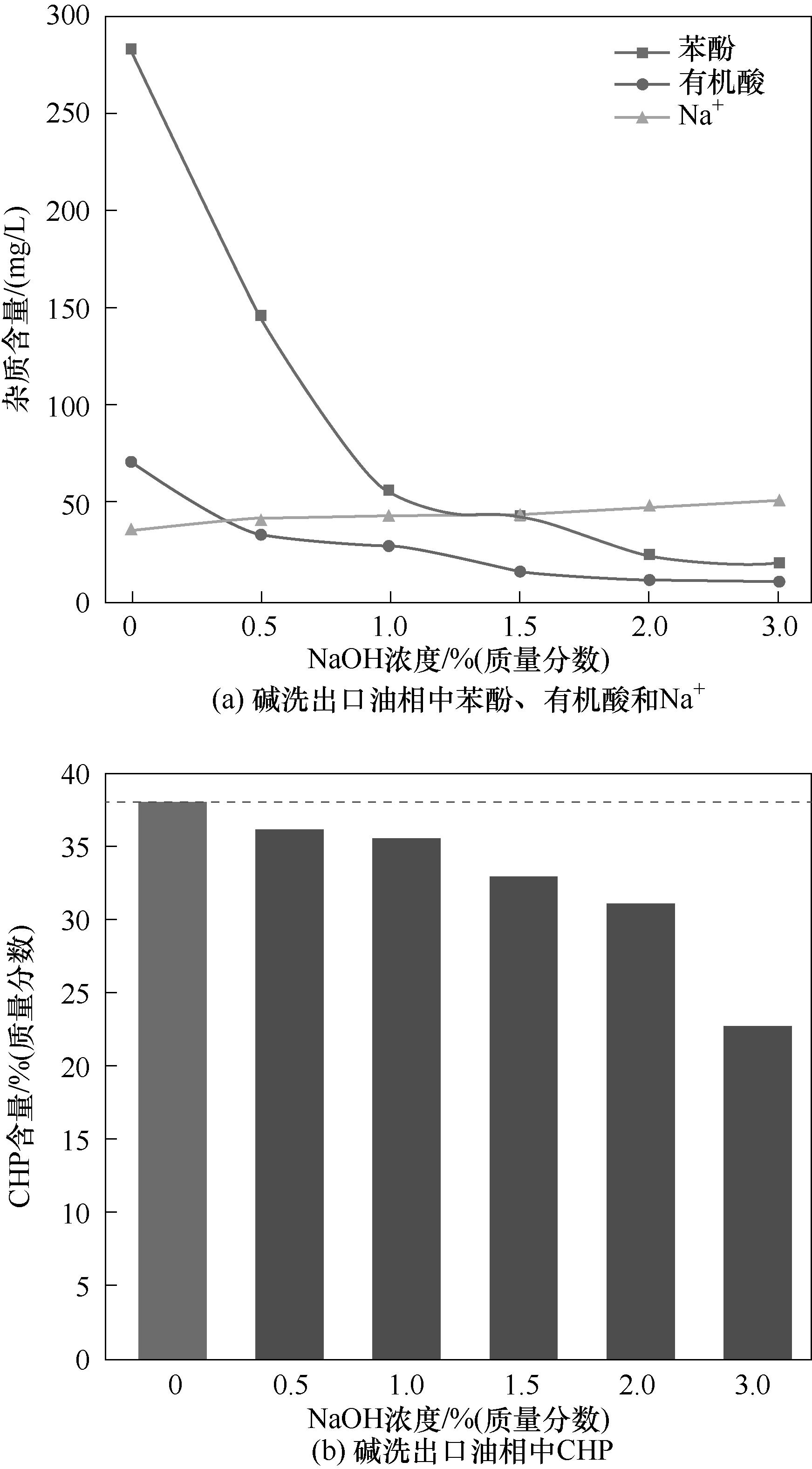
图7 碱液浓度的影响
Fig.7 Effect of alkali solution concentration
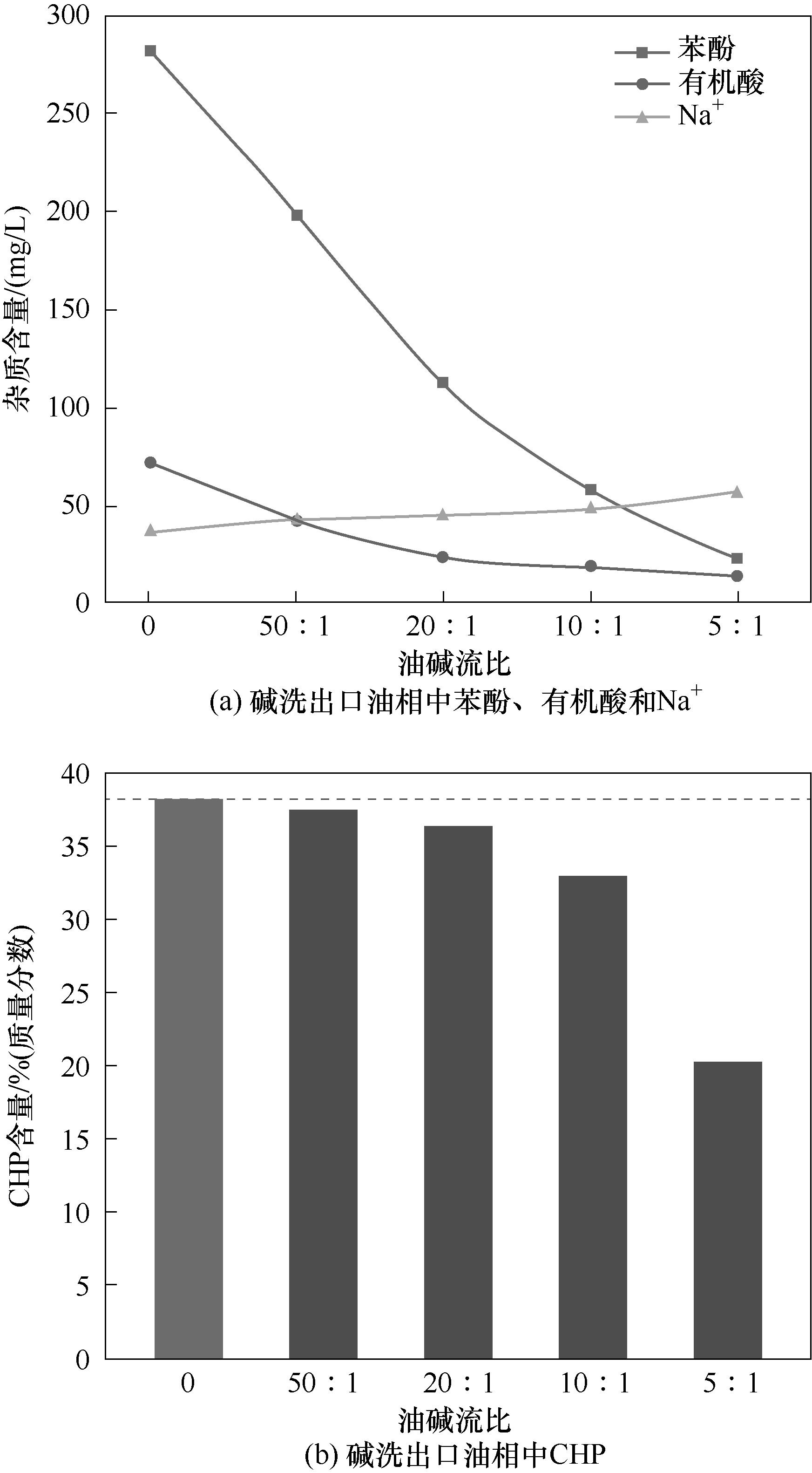
图8 油碱流比的影响
Fig.8 Effect of flow ratio of oil to alkali
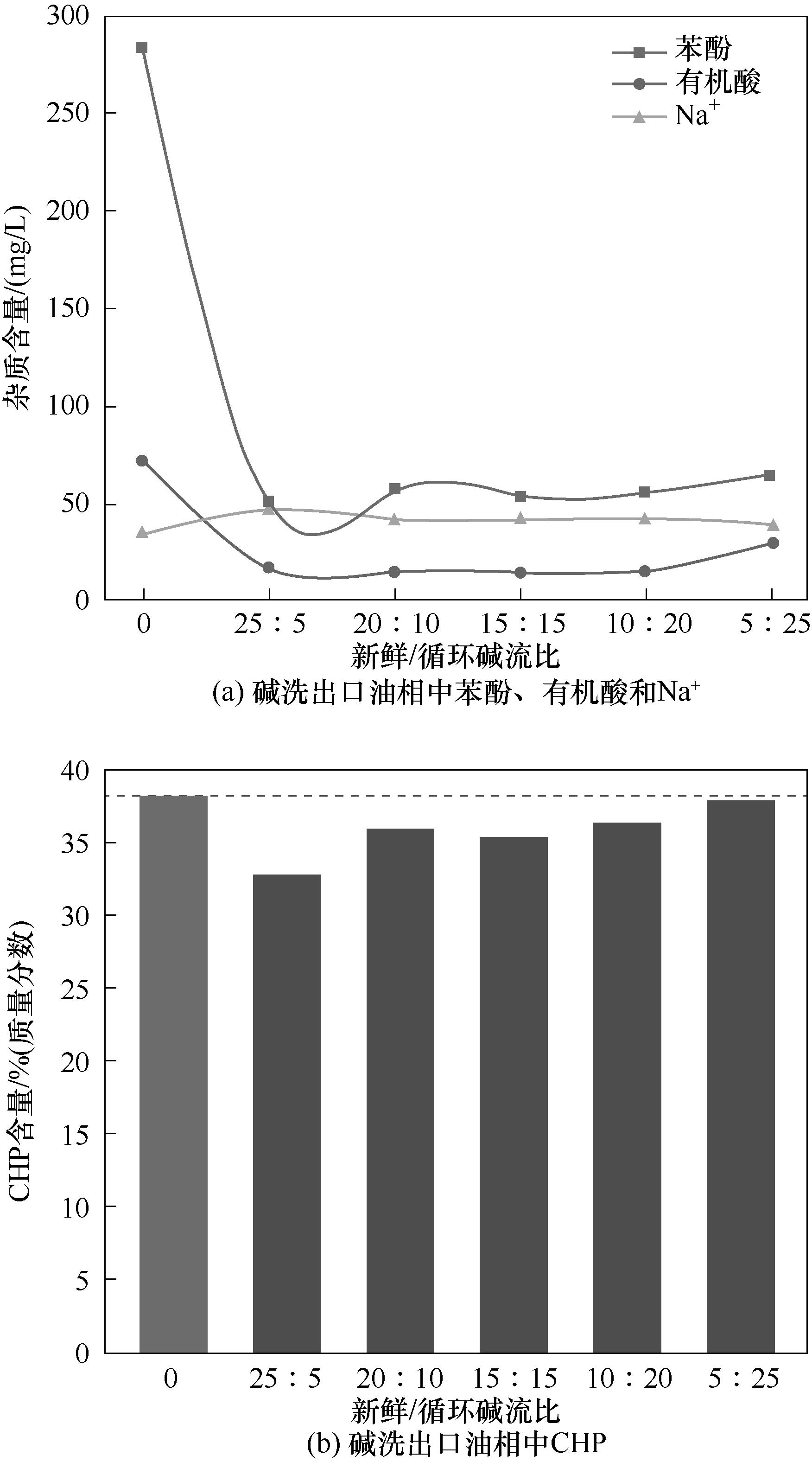
图9 碱洗循环的影响
Fig.9 Effect of alkali wash cycling
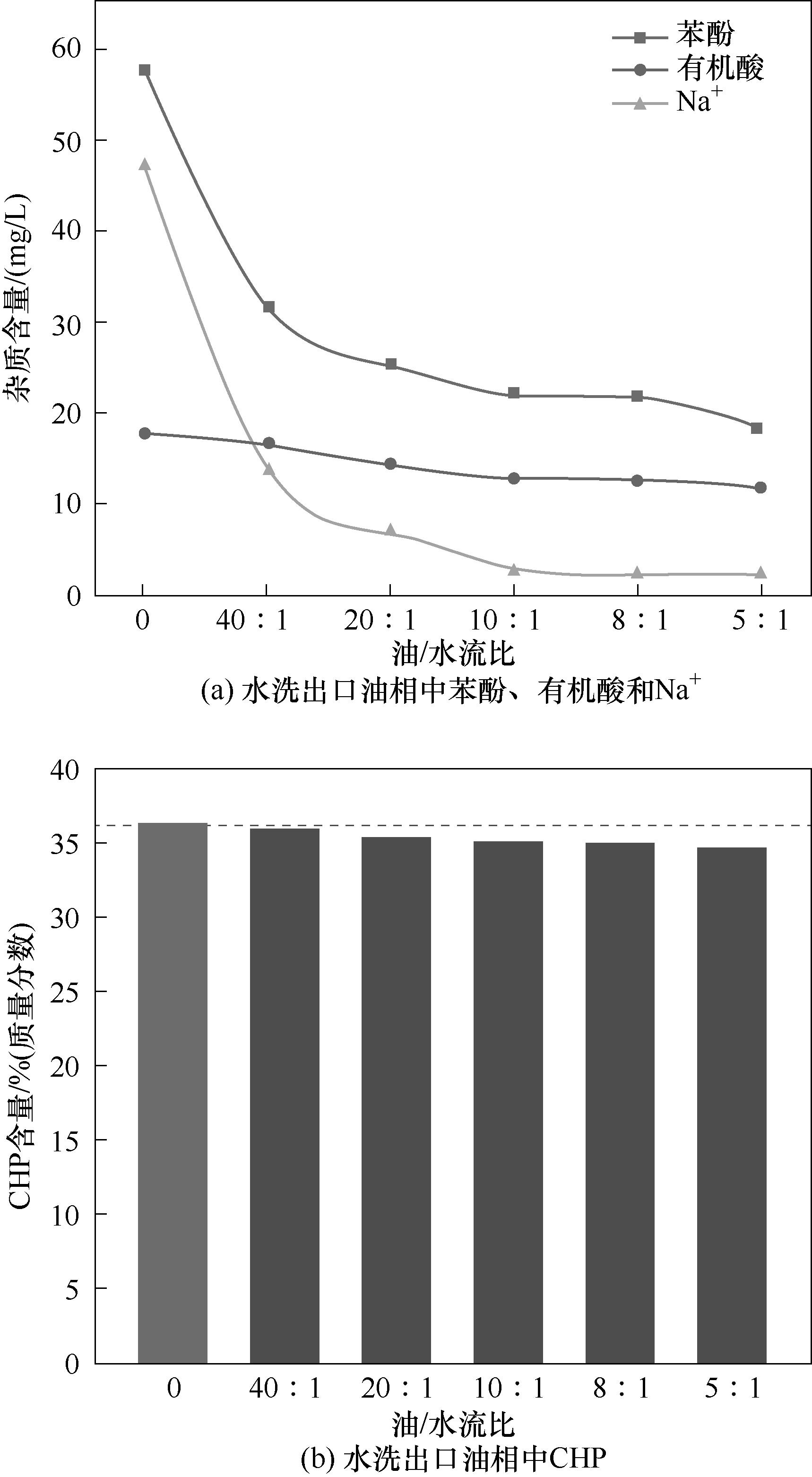
图10 油水流比的影响
Fig.10 Effect of flow ratio of oil to water
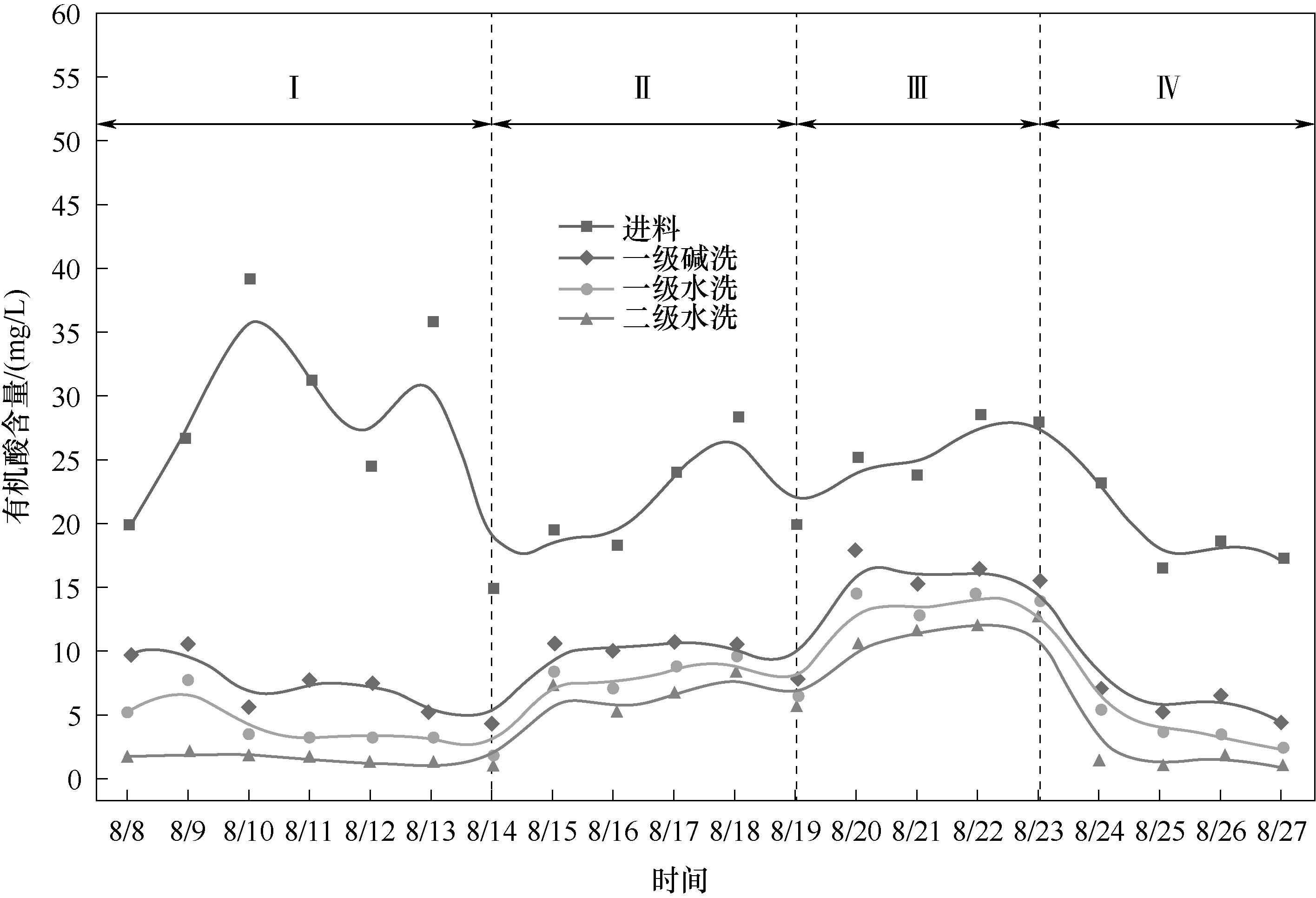
图11 油相总酸含量随碱洗量变化
Fig.11 Changes in total acid content in oil phase with alkali wash quantity
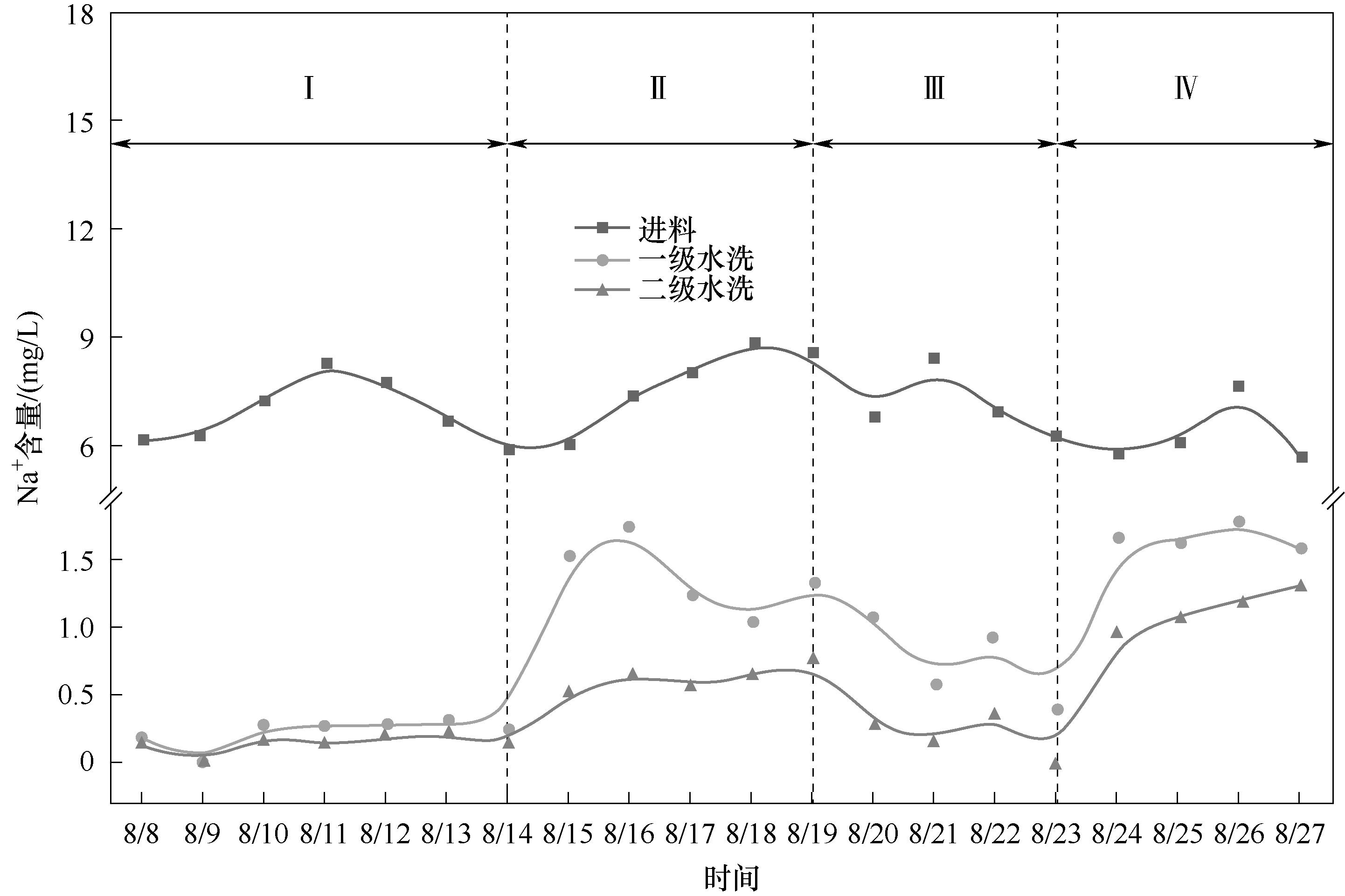
图12 油相Na+含量随水洗量变化
Fig.12 Changes in Na+ content in oil phase with water wash quantity
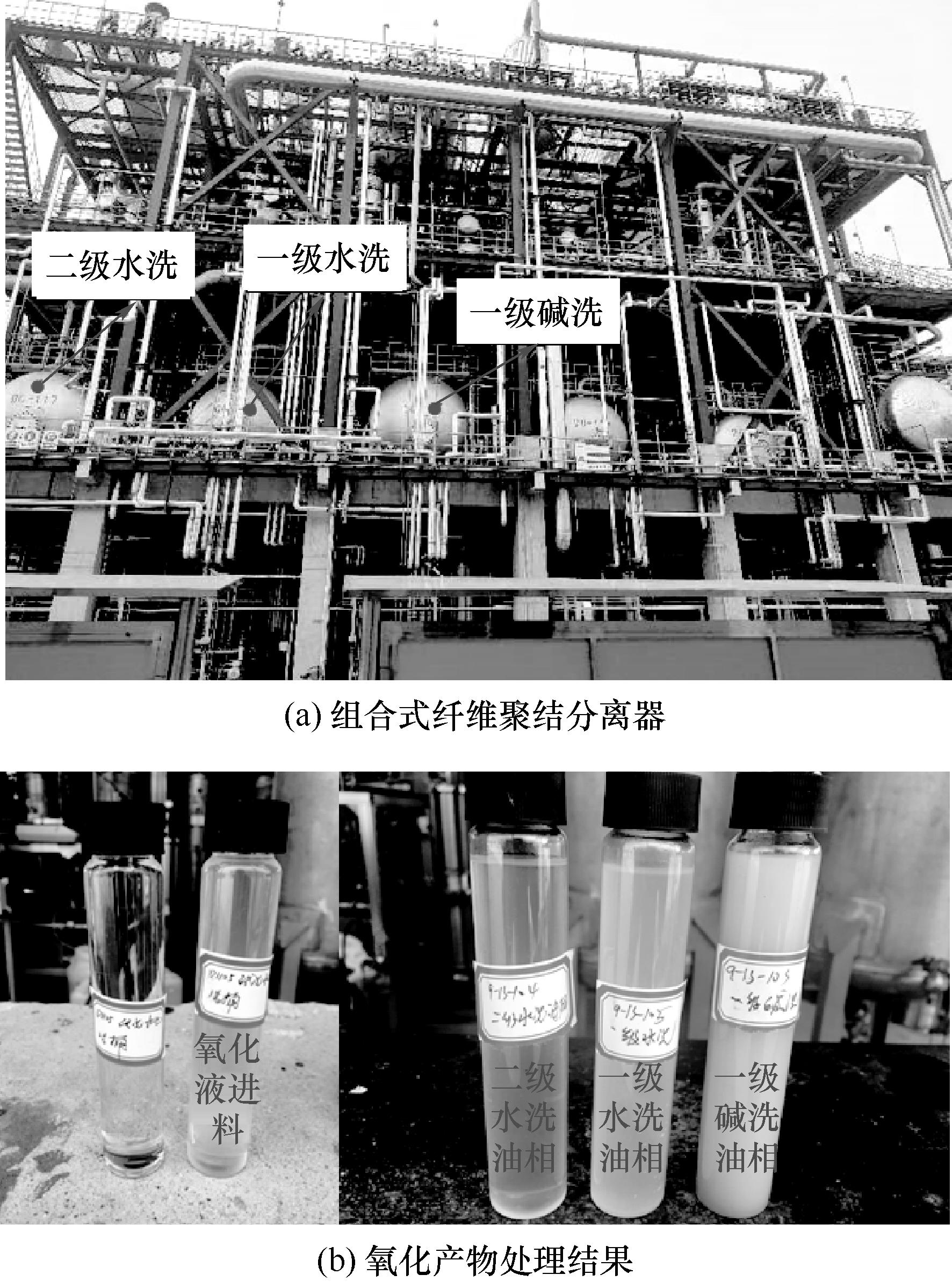
图13 工业实施装置
Fig.13 Industrial implementation apparatus
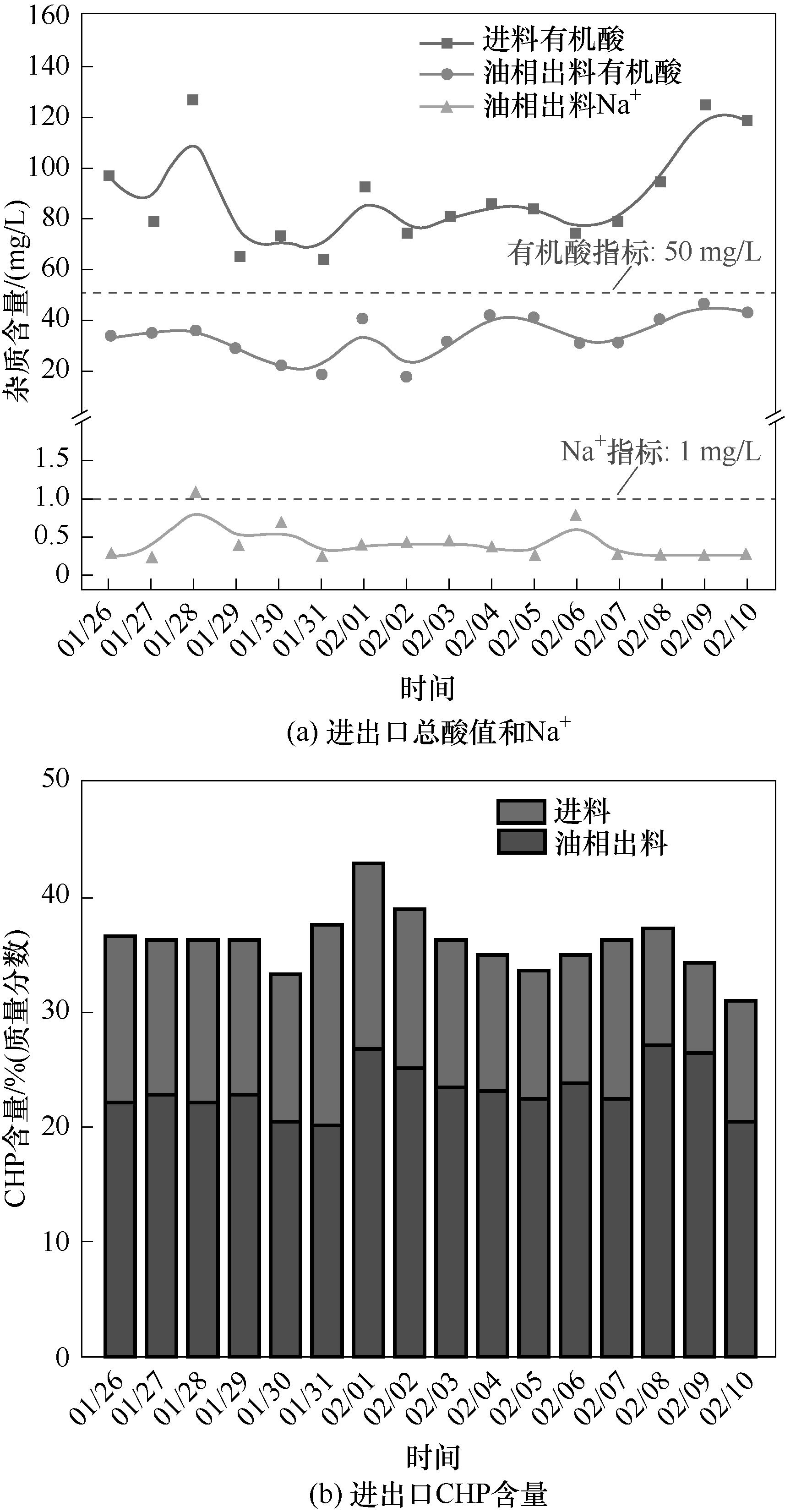
图14 工业运行效果
Fig.14 Industrial operation results
| 项目 | 传统技术 | 本文技术 |
|---|---|---|
| 处理方式 | 碱洗、水洗塔+缓冲罐 | 混合器+聚结分离器 |
| 所需设备 | 流程复杂:筛板萃取塔、缓冲罐、循环泵 | 短流程:混合器、聚结器、循环泵等,节约配管、梯子平台、照明、基础设计载荷、仪表风、巡检操作 |
| 设备尺寸 | 水洗塔直径4.2 m,高32 m,缓冲罐直径3.5 m | 分离器直径3.5 m,长6.5 m |
| 碱、水用量 | 8%~10%,循环量20% | 3%~5%,循环量10%~15% |
| 去除效率 | 有机酸不高于100 mg/L;Na+含量不高于10 mg/L | 有机酸不高于50 mg/L;Na+含量不高于1 mg/L |
表5 传统碱水洗塔技术与混合-聚结耦合除杂技术比较
Table 5 Comparison of traditional alkali & water washing tower technology with mixing-coalescence coupled impurity removal technology
| 项目 | 传统技术 | 本文技术 |
|---|---|---|
| 处理方式 | 碱洗、水洗塔+缓冲罐 | 混合器+聚结分离器 |
| 所需设备 | 流程复杂:筛板萃取塔、缓冲罐、循环泵 | 短流程:混合器、聚结器、循环泵等,节约配管、梯子平台、照明、基础设计载荷、仪表风、巡检操作 |
| 设备尺寸 | 水洗塔直径4.2 m,高32 m,缓冲罐直径3.5 m | 分离器直径3.5 m,长6.5 m |
| 碱、水用量 | 8%~10%,循环量20% | 3%~5%,循环量10%~15% |
| 去除效率 | 有机酸不高于100 mg/L;Na+含量不高于10 mg/L | 有机酸不高于50 mg/L;Na+含量不高于1 mg/L |
| 1 | Qin Y S, Wang X H, Wang F S. Recent advance in carbon dioxide based copolymer [J]. Process. Chem., 2011, 23(4): 613-622. |
| 2 | 于剑昆, 陈仁树. 国内CHPPO工业化技术进展(待续)[J]. 2023, 21(1): 7-24. |
| Yu J K, Chen R S. Progress of domestic CHPPO industrialization techniques (cont.)[J]. Chemical Propellants & Polymeric Materials, 2023, 21(1): 7-24. | |
| 3 | 于剑昆. 近年来国内CHPPO工业化技术最新进展(待续)[J]. 化学推进剂与高分子材料, 2023, 21(4): 17-31. |
| Yu J K. Latest progress of domestic CHPPO industrialization technique in recent years(cont.)[J]. Chemical Propellants & Polymeric Materials, 2023, 21(4): 17-31. | |
| 4 | 于剑昆, 郭菊荣, 赵晓东, 等. 国内外HPPO工业化技术进展[J]. 化学推进剂与高分子材料, 2017, 15(1): 20-34. |
| Yu J K, Guo J R, Zhao X D, et al. Progress of industrialized HPPO techniques at home and abroad[J]. Chemical Propellants & Polymeric Materials, 2017, 15(1): 20-34. | |
| 5 | 于剑昆, 吕国会. 国内HPPO工业化技术进展[J]. 化学推进剂与高分子材料, 2019, 17(1): 1-16. |
| Yu J K, Lv G H. Progress of domestic HPPO industrialized technology[J]. Chemical Propellants & Polymeric Materials, 2019, 17(1): 1-16. | |
| 6 | 薛金召, 牛小娟, 汪希领, 等. 国内环氧丙烷市场分析及技术进展[J]. 化工进展, 2015, 34(9): 3500-3506. |
| Xue J Z, Niu X J, Wang X L, et al. Market analysis and technology progress of domestic propylene oxide[J]. Chemical Industry and Engineering Progress, 2015, 34(9): 3500-3506. | |
| 7 | 郭杨龙, 姚炜, 刘晓晖, 等. 丙烯环氧化合成环氧丙烷技术的研究进展[J]. 石油化工, 2008, 37(2): 111-118. |
| Guo Y L, Yao W, Liu X H, et al. Progress in catalytic epoxidation of propylene to propylene oxide[J]. Petrochemical Technology, 2008, 37(2): 111-118. | |
| 8 | 马庆刚. 环氧丙烷的生产与消费[J]. 化学工业, 2011, 29(S1): 25-28. |
| Ma Q G. Production and consumption of propylene oxide[J]. Chemical Industry, 2011, 29(S1): 25-28. | |
| 9 | 肖峻. 国内环氧丙烷市场现状及发展趋势[J]. 石油化工技术与经济, 2015, 31(6): 1-5. |
| Xiao J. Current status and development trend of domestic propylene oxide market[J]. Technology & Economics in Petrochemicals, 2015, 31(6): 1-5. | |
| 10 | 崔小明. 国内外环氧丙烷的供需现状及发展前景分析[J]. 石油化工技术与经济, 2016, 32(1): 16-22, 57. |
| Cui X M. Supply and demand status of propylene oxide at home and abroad and its development prospect analysis[J]. Technology & Economics in Petrochemicals, 2016, 32(1): 16-22, 57. | |
| 11 | 陈彬, 胡立峰, 姜祥兵, 等. 我国异丙苯过氧化氢法与过氧化氢直接氧化法制备环氧丙烷的工艺进展[J]. 吉林化工学院学报, 2018, 35(5): 14-17. |
| Chen B, Hu L F, Jiang X B, et al. Progress in techniques of propylene oxide by cumene hydroperoxide method and hydrogen peroxide direct oxidation method in China[J]. Journal of Jilin Institute of Chemical Technology, 2018, 35(5): 14-17. | |
| 12 | 于剑昆, 于林红. 用异丙苯过氧化氢作氧化剂合成环氧丙烷的新技术(待续)[J]. 化学推进剂与高分子材料, 2007, 5(5): 1-7. |
| Yu J K, Yu L H. Novel technology for synthesis of propylene oxide using cumene hydroperoxide as oxidant (cont.)[J]. Chemical Propellants & Polymeric Materials, 2007, 5(5): 1-7. | |
| 13 | 李文忠, 于斌, 于爱华. CHP法生产二甲苄醇和环氧丙烷的新技术[J]. 化工进展, 2007, 26(1): 28-30. |
| Li W Z, Yu B, Yu A H. New technology for producing dimethyl benzyl alcohol and epichlorohydrin by CHP method [J]. Chemical Industry and Engineering Progress, 2007, 26(1): 28-30. | |
| 14 | 仇普文, 董钊. 直接氧化法环氧丙烷工艺产品水解和醇解程度的研究[J]. 中国氯碱, 2023(7): 19-23. |
| Qiu P W, Dong Z. Study on degree of hydrolysis and alcohololysis of propylene oxide products by direct oxidation process[J]. China Chlor-Alkali, 2023(7): 19-23. | |
| 15 | 周灵杰, 金国杰, 李玉松. CHP氧化丙烯制环氧丙烷中原料杂质对Ti-HMS催化剂性能的影响[J]. 聚氨酯工业, 2013, 28(6): 18-21. |
| Zhou L J, Jin G J, Li Y S. Effect of feedstock impurities in cumene hydroperoxide (CHP) selectively oxidizing propylene to propylene oxide on the performance of Ti-HMS catalyst[J]. Polyurethane Industry, 2013, 28(6): 18-21. | |
| 16 | 尹胜华. 中国环氧丙烷市场分析及前景展望[J]. 广东化工, 2019, 46(17): 115-116. |
| Yin S H. Market of propylene oxide at home and its development prospect analysis[J]. Guangdong Chemical Industry, 2019, 46(17): 115-116. | |
| 17 | 张健, 谢妤, 牛志蒙. 环氧丙烷生产技术及市场综述[J]. 化工科技, 2010, 18(3): 75-79. |
| Zhang J, Xie Y, Niu Z M. Production technology of epoxypropane and its market analysis[J]. Science & Technology in Chemical Industry, 2010, 18(3): 75-79. | |
| 18 | 王发明, 李梦全, 张伟, 等. 我国环氧丙烷生产现状和发展前景分析[J]. 石油化工技术与经济, 2020, 36(2): 20-25. |
| Wang F M, Li M Q, Zhang W, et al. Analysis of the production status and development prospect of propylene oxide in China[J]. Technology & Economics in Petrochemicals, 2020, 36(2): 20-25. | |
| 19 | 张宝忠, 李军, 赵克品. 异丙苯氧化过程中有机酸的生成及控制[J]. 石油化工, 2021, 50(12): 1238-1245. |
| Zhang B Z, Li J, Zhao K P. Formation and control of organic acids in cumene oxidation process[J]. Petrochemical Technology, 2021, 50(12): 1238-1245. | |
| 20 | 李明威. 国内环氧丙烷工艺技术进展及市场分析[J]. 广东化工, 2020, 47(11): 112-114. |
| Li M W. Propylene oxide production technology process and China market analysis[J]. Guangdong Chemical Industry, 2020, 47(11): 112-114. | |
| 21 | 雷丽晶, 欧兆爽. 环氧丙烷产业现状及发展趋势[J]. 化学工业, 2020, 38(1): 26-30. |
| Lei L J, Ou Z S. Epoxy propane industry status and development trend[J]. Chemical Industry, 2020, 38(1): 26-30. | |
| 22 | 金波. 浅谈碱洗和水洗对增塑剂质量的影响[J]. 广州化工, 2016, 44(9): 102-103, 143. |
| Jin B. Discussion on the influence of the quality of plasticizer by alkaline washing and water washing[J]. Guangzhou Chemical Industry, 2016, 44(9): 102-103, 143. | |
| 23 | Li X F, Gao H X, Jin G J, et al. Characterization and catalytic performance of methyl-grafted Ti-HMS catalysts prepared by the CVD method[J]. Journal of Molecular Structure, 2008, 872(1): 10-17. |
| 24 | Han Q, Kang Y. Separation of water-in-oil emulsion with microfiber glass coalescing bed[J]. Journal of Dispersion Science and Technology, 2017, 38(11): 1523-1529. |
| 25 | Luo H Q, Yang X Y, Lu Z J, et al. Effect of drainage layer on oil distribution and separation performance of fiber-bed coalescer[J]. Separation and Purification Technology, 2019, 218: 173-180. |
| 26 | Shin C, Chase G G. Water-in-oil coalescence in micro-nanofiber composite filters[J]. AIChE Journal, 2004, 50(2): 343-350. |
| 27 | Luo H Q, Bai Z S. Investigation of O/W emulsion separation and redispersion using fibrous PTFE bed coalescer[J]. Separation Science and Technology, 2019, 54(7): 1221-1232. |
| 28 | Lu Z J, Hu Z Q, Luo H Q, et al. Application of a combined fibrous coalescence technique in deep purification separation of composite ionic liquid alkylation reaction products[J]. Journal of Cleaner Production, 2020, 261: 121290. |
| 29 | 钟剑锋. 上海工程CHPPO装置一次成功开车[J]. 化工与医药工程, 2023, 44(1): 20. |
| Zhong J F. The CHPPO plant of Sinopec Shanghai Engineering Company Limited was successfully started[J]. Chemical and Pharmaceutical Engineering, 2023, 44(1): 20. | |
| 30 | 于惠娟. 高频聚结油水分离技术原理及工业应用[J]. 广东化工, 2022, 49(24): 92-93, 110. |
| Yu H J. Principle and industrial application of high frequency electric coalescence oil-water separation technology[J]. Guangdong Chemical Industry, 2022, 49(24): 92-93, 110. | |
| 31 | 胡鹏. 碱洗塔油碱分离运行的分析与对策[J]. 乙烯工业, 2023, 35(1): 15-18. |
| Hu P. Analysis and countermeasures of oil-alkali separation operation in alkali washing tower[J]. Ethylene Industry, 2023, 35(1): 15-18. | |
| 32 | 张伟, 薛媛媛, 吴瑞宁. 烯烃分离装置碱洗塔分析及工艺优化[J]. 化工管理, 2020(16): 198-199. |
| Zhang W, Xue Y Y, Wu R N. Analysis and process optimization of caustic washing tower in olefin separation unit[J]. Chemical Enterprise Management, 2020(16): 198-199. |
| [1] | 蒋方涛, 钱刚, 周兴贵, 段学志, 张晶. 基于[bmim][BF4]相转移催化的氟代碳酸乙烯酯高效合成[J]. 化工学报, 2024, 75(4): 1543-1551. |
| [2] | 李俊, 赵亮, 高金森, 徐春明. 不同馏分油分级分质加工中萃取技术研究进展[J]. 化工学报, 2024, 75(4): 1065-1080. |
| [3] | 吕田田, 原敏, 王江, 高美珍, 杨佳辉, 徐红, 董晋湘, 石琪. ZTIF基疏水微介孔碳的制备及5-羟甲基糠醛吸附分离性能[J]. 化工学报, 2024, 75(4): 1642-1654. |
| [4] | 张凯博, 沈佳新, 李玉霞, 谈朋, 刘晓勤, 孙林兵. Y沸石中Cu(Ⅰ)的可控构筑及其乙烯/乙烷吸附分离性能研究[J]. 化工学报, 2024, 75(4): 1607-1615. |
| [5] | 冯彬彬, 卢明佳, 黄志宏, 常译文, 崔志明. 碳载体在质子交换膜燃料电池中的应用及优化[J]. 化工学报, 2024, 75(4): 1469-1484. |
| [6] | 李添翼, 武玉泰, 王永胜, 顾佳锐, 宋沂恒, 杨丰铖, 郝广平. 轻同位素分离纯化与催化标记研究进展[J]. 化工学报, 2024, 75(4): 1284-1301. |
| [7] | 文一如, 付佳, 刘大欢. 基于机器学习的MOFs材料研究进展:能源气体吸附分离[J]. 化工学报, 2024, 75(4): 1370-1381. |
| [8] | 刘莹, 郑芳, 杨启炜, 张治国, 任其龙, 鲍宗必. 二甲苯异构体吸附分离研究进展[J]. 化工学报, 2024, 75(4): 1081-1095. |
| [9] | 张子佳, 仇昕月, 孙翔, 罗志斌, 罗海中, 贺高红, 阮雪华. 聚酰亚胺膜材料分子结构设计强化CO2渗透性研究进展[J]. 化工学报, 2024, 75(4): 1137-1152. |
| [10] | 程婷, 焦纬洲, 刘有智. 功能性填料在超重力旋转填料床中的应用和研究进展[J]. 化工学报, 2024, 75(4): 1414-1428. |
| [11] | 莫滨宇, 张雅馨, 刘国振, 刘公平, 金万勤. 面向一/二价离子分离的金属有机骨架膜研究进展[J]. 化工学报, 2024, 75(4): 1183-1197. |
| [12] | 邢雷, 关帅, 蒋明虎, 赵立新, 蔡萌, 刘海龙, 陈德海. 高气液比井下气液旋流分离器结构设计与性能分析[J]. 化工学报, 2024, 75(3): 900-913. |
| [13] | 王娟, 李秀明, 邵炜涛, 丁续, 霍莹, 付连超, 白云宇, 李迪. 多孔板鼓泡塔流动与传质特性数值模拟[J]. 化工学报, 2024, 75(3): 801-814. |
| [14] | 李宁, 朱朋飞, 张立峰, 卢栋臣. 基于非凸与不可分离正则化算法的电容层析成像图像重建[J]. 化工学报, 2024, 75(3): 836-846. |
| [15] | 王佳琪, 魏皓琦, 苟阿静, 刘佳兴, 周昕霖, 葛坤. 纳米粒子作用下CO2水合物生成机理研究[J]. 化工学报, 2024, 75(3): 956-966. |
| 阅读次数 | ||||||
|
全文 |
|
|||||
|
摘要 |
|
|||||
 京公网安备 11010102001995号
京公网安备 11010102001995号

