化工学报 ›› 2022, Vol. 73 ›› Issue (5): 2020-2030.DOI: 10.11949/0438-1157.20211774
刘鑫1( ),潘阳2,刘公平2,方静1,李春利1,李浩1()
),潘阳2,刘公平2,方静1,李春利1,李浩1()
收稿日期:2021-12-16
修回日期:2022-02-17
出版日期:2022-05-05
发布日期:2022-05-24
通讯作者:
李浩
作者简介:刘鑫(1996—),男,硕士研究生,基金资助:
Xin LIU1(),Yang PAN2,Gongping LIU2,Jing FANG1,Chunli LI1,Hao LI1()
Received:2021-12-16
Revised:2022-02-17
Online:2022-05-05
Published:2022-05-24
Contact:
Hao LI
摘要:
费托合成水中含有醇、酮、酸等多种高附加值含氧有机物可提取出来作为高附加值产品,但由于费托合成水处量大,共沸体系复杂,通常需要首先对其进行初步分离。设计了直接两塔精馏、渗透汽化-两塔精馏、直接隔壁塔精馏、渗透汽化-隔壁塔精馏四种可供选择的初步分离工艺。根据渗透汽化实验数据在Aspen Plus中构建渗透汽化过程模型并进行模拟,结合灵敏度分析得到精馏过程的最佳工艺参数和模拟结果,并对四种工艺的能耗和有效能损失进行对比。结果表明,渗透汽化-隔壁塔精馏工艺具有明显的节能优势,其能耗较直接两塔精馏可降低15.85%,有效能损失降低45.74%。经渗透汽化膜预浓缩后,溶液的浓度可进入隔壁塔的适宜分离浓度区间,以充分发挥隔壁塔优势。由于渗透汽化所需能量可由余热等低品位热源提供,在余热充足的煤化工领域中可显著降低有效能损失。对于该过程而言,当渗透汽化膜价格低于438元/m2时,渗透汽化-隔壁塔精馏耦合工艺将会表现出较高的经济性。
中图分类号:
刘鑫, 潘阳, 刘公平, 方静, 李春利, 李浩. 渗透汽化-隔壁塔精馏耦合初步分离费托合成水的过程研究[J]. 化工学报, 2022, 73(5): 2020-2030.
Xin LIU, Yang PAN, Gongping LIU, Jing FANG, Chunli LI, Hao LI. Study on the process of preliminary separation of Fischer-Tropsch synthetic water by coupling pervaporation and dividing wall column distillation[J]. CIESC Journal, 2022, 73(5): 2020-2030.
| 物质 | 进料侧含量/ %(质量) | 渗透侧含量/ %(质量) | 分离因子 |
|---|---|---|---|
| 甲醇 | 0.5082 | 3.2413 | 6.56 |
| 乙醇 | 0.8163 | 6.7861 | 8.85 |
| 丙醇 | 0.2246 | 9.9020 | 18.03 |
| 丁醇 | 0.1130 | 3.3914 | 31.04 |
| 丙酮 | 0.1069 | 3.2600 | 31.49 |
| 乙酸 | 0.4426 | 0.4426 | 1.00 |
表1 渗透汽化实验数据
Table 1 Experimental data of the pervaporation process
| 物质 | 进料侧含量/ %(质量) | 渗透侧含量/ %(质量) | 分离因子 |
|---|---|---|---|
| 甲醇 | 0.5082 | 3.2413 | 6.56 |
| 乙醇 | 0.8163 | 6.7861 | 8.85 |
| 丙醇 | 0.2246 | 9.9020 | 18.03 |
| 丁醇 | 0.1130 | 3.3914 | 31.04 |
| 丙酮 | 0.1069 | 3.2600 | 31.49 |
| 乙酸 | 0.4426 | 0.4426 | 1.00 |
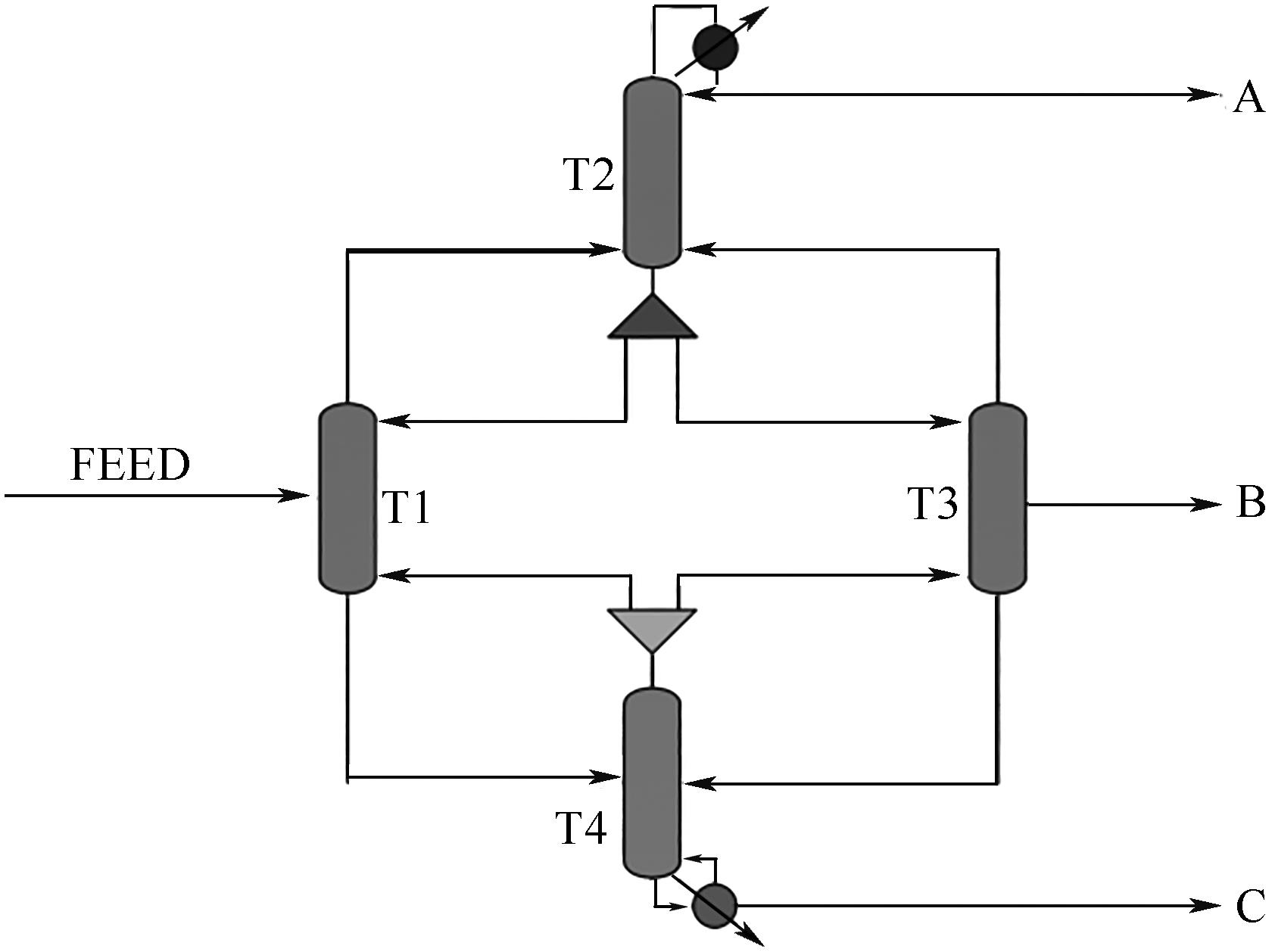
图1 隔壁塔模拟计算的四塔模型示意图
Fig.1 Schematic diagram of the four-tower model for the simulation calculation of dividing wall column
| 流股 | 主要组分 | 分离要求 |
|---|---|---|
| A | 甲醇、丙酮 | 乙醇含量尽可能少 |
| B | 乙醇、正丙醇、正丁醇 | 甲醇不超过0.20% |
| C | 水 | 水中几乎不含非酸性含氧有机物 |
表2 初步分离目标和要求
Table 2 Separation of goals and requirements
| 流股 | 主要组分 | 分离要求 |
|---|---|---|
| A | 甲醇、丙酮 | 乙醇含量尽可能少 |
| B | 乙醇、正丙醇、正丁醇 | 甲醇不超过0.20% |
| C | 水 | 水中几乎不含非酸性含氧有机物 |

图2 含虚拟膜组件的渗透汽化系统示意图
Fig.2 Schematic diagram of pervaporation system with virtual membrane module
| 物质 | 渗透系数Qi / (g/(m2·h·kPa)) | 渗透侧总含量/ %(质量) | 进料侧含量/ %(质量) | 浓缩倍数 |
|---|---|---|---|---|
| 甲醇 | 99.45 | 2.07 | 0.5082 | 4.07 |
| 乙醇 | 142.32 | 3.65 | 0.8163 | 4.47 |
| 丙醇 | 320.89 | 1.00 | 0.2246 | 4.45 |
| 丁醇 | 8240.92 | 0.50 | 0.1130 | 4.42 |
| 丙酮 | 152.69 | 0.48 | 0.1069 | 4.49 |
| 乙酸 | 461.42 | 0.44 | 0.4426 | 0.99 |
表3 各组分渗透系数
Table 3 The permeability coefficient of each component
| 物质 | 渗透系数Qi / (g/(m2·h·kPa)) | 渗透侧总含量/ %(质量) | 进料侧含量/ %(质量) | 浓缩倍数 |
|---|---|---|---|---|
| 甲醇 | 99.45 | 2.07 | 0.5082 | 4.07 |
| 乙醇 | 142.32 | 3.65 | 0.8163 | 4.47 |
| 丙醇 | 320.89 | 1.00 | 0.2246 | 4.45 |
| 丁醇 | 8240.92 | 0.50 | 0.1130 | 4.42 |
| 丙酮 | 152.69 | 0.48 | 0.1069 | 4.49 |
| 乙酸 | 461.42 | 0.44 | 0.4426 | 0.99 |
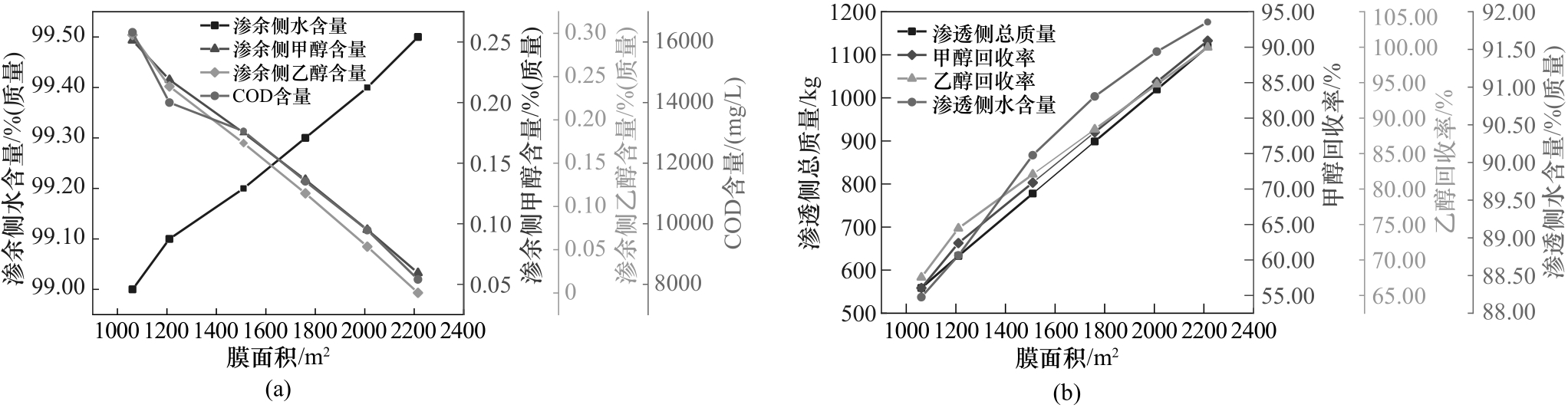
图3 渗余侧(a)和渗透侧(b)物流参数与膜面积的关系
Fig.3 Relationship between flow parameters of retentate side(a), permeate side(b) and membrane area
| 膜组件 | 膜面积/m2 | 渗余侧水含量/ %(质量) | 渗透侧水含量/%(质量) | C2+醇回收率/% |
|---|---|---|---|---|
| 膜组件1 | 309 | 98.34 | 82.52 | 33.72 |
| 膜组件2 | 372 | 98.73 | 85.79 | 61.55 |
| 膜组件3 | 529 | 99.10 | 88.77 | 81.92 |
| 膜组件4 | 1005 | 99.50 | 91.86 | 99.98 |
表4 渗透汽化模拟计算结果
Table 4 Simulation results of pervaporation
| 膜组件 | 膜面积/m2 | 渗余侧水含量/ %(质量) | 渗透侧水含量/%(质量) | C2+醇回收率/% |
|---|---|---|---|---|
| 膜组件1 | 309 | 98.34 | 82.52 | 33.72 |
| 膜组件2 | 372 | 98.73 | 85.79 | 61.55 |
| 膜组件3 | 529 | 99.10 | 88.77 | 81.92 |
| 膜组件4 | 1005 | 99.50 | 91.86 | 99.98 |
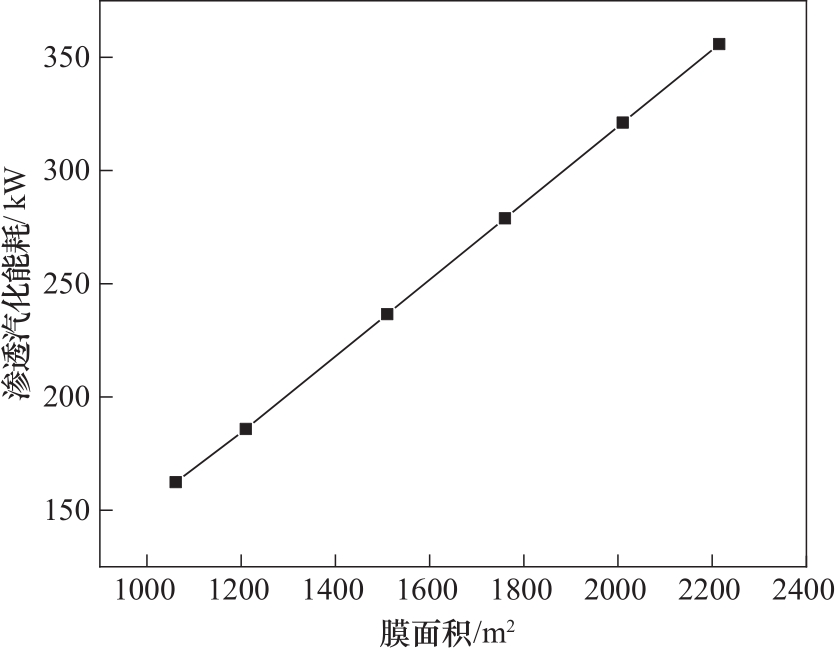
图4 渗透汽化所需能耗与膜面积的关系
Fig.4 Relationship between pervaporation energy consumption and membrane area
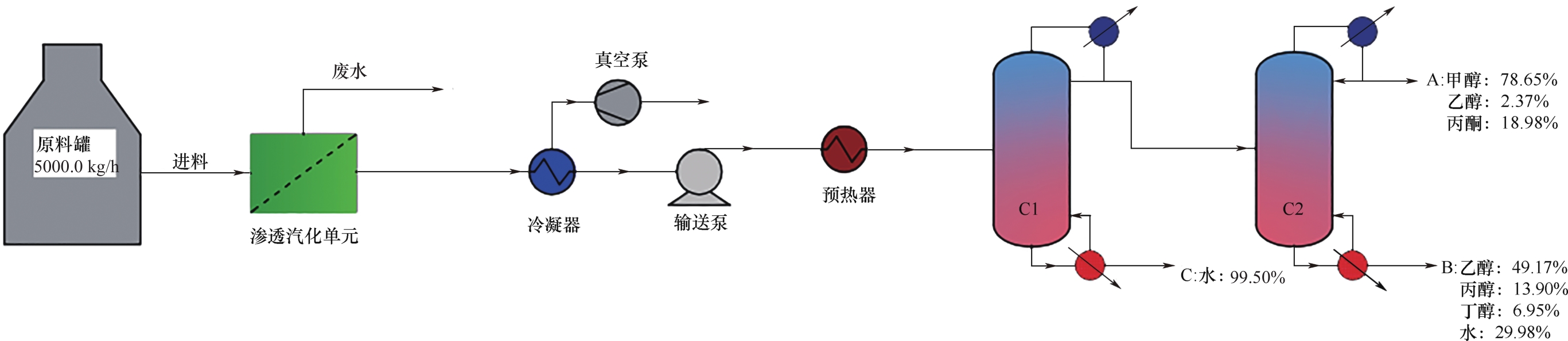
图5 渗透汽化-直接两塔精馏(PV-D)工艺的流程示意图
Fig.5 Schematic flow diagram of PV-D process
| 参数 | C1 | C2 | PV |
|---|---|---|---|
| 进料量/(kg/h) | 1119.0 | — | 5000.0 |
| 操作压力/kPa | 101.325 | 101.325 | 101.325 |
| 理论板数 | 26 | 40 | — |
| 进料位置 | 10 | 28 | — |
| 回流比 | 1.10 | 13.00 | — |
| 塔顶采出流率/(kg/h) | 110.0 | 29.5 | — |
| 甲醇质量回收率/% | — | 99.00 | — |
| 塔釜水含量/%(质量) | 99.50 | 29.98 | — |
| 塔底采出流率/(kg/h) | 1009.0 | 80.5 | — |
| 渗透汽化能量/kW | — | — | 356 |
| 再沸器热负荷/kW | 155 | 113 | — |
| 冷凝器热负荷/kW | -76 | -113 | — |
| 有效能损失/kW | 82.37 | 9.19 | 42.91 |
表5 渗透汽化-直接两塔精馏(PV-D)工艺的相关参数
Table 5 Parameters of PV-D process
| 参数 | C1 | C2 | PV |
|---|---|---|---|
| 进料量/(kg/h) | 1119.0 | — | 5000.0 |
| 操作压力/kPa | 101.325 | 101.325 | 101.325 |
| 理论板数 | 26 | 40 | — |
| 进料位置 | 10 | 28 | — |
| 回流比 | 1.10 | 13.00 | — |
| 塔顶采出流率/(kg/h) | 110.0 | 29.5 | — |
| 甲醇质量回收率/% | — | 99.00 | — |
| 塔釜水含量/%(质量) | 99.50 | 29.98 | — |
| 塔底采出流率/(kg/h) | 1009.0 | 80.5 | — |
| 渗透汽化能量/kW | — | — | 356 |
| 再沸器热负荷/kW | 155 | 113 | — |
| 冷凝器热负荷/kW | -76 | -113 | — |
| 有效能损失/kW | 82.37 | 9.19 | 42.91 |
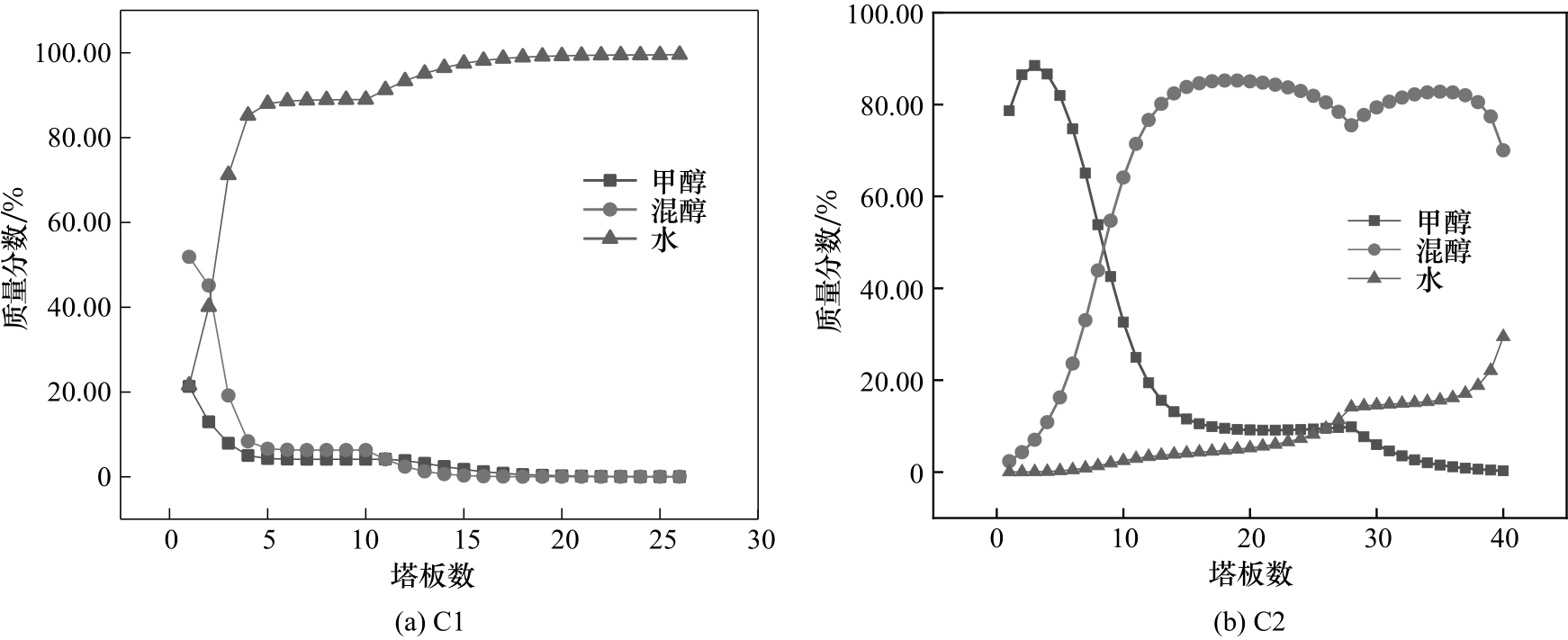
图6 直接精馏过程中主要组分的分布
Fig.6 Component distribution of direct distillation

图7 渗透汽化-隔壁塔工艺流程示意图
Fig.7 Flow chart of PV-DWC process
| 参数 | 数值 | 参数 | 数值 |
|---|---|---|---|
| 进料量/(kg/h) | 1119.0 | 塔顶采出流率/(kg/h) | 29.5 |
| 操作压力/kPa | 101.325 | 侧线采出流率/(kg/h) | 80.5 |
| 总理论板数 | 70 | 塔底采出流率/(kg/h) | 1009.0 |
| 隔板位置 | 29~58 | 塔顶甲醇质量回收率/% | 99.00 |
| 预分馏段理论板数 | 30 | 侧采水含量/%(质量) | 29.88 |
| 侧线采出位置 | 47 | 冷凝器热负荷/kW | -133 |
| 进料位置 | 36 | 再沸器热负荷/kW | 212 |
| 回流比 | 15.45 | 渗透汽化能量/kW | 356 |
| 汽相分配率 | 0.70 | DWC有效能损失/kW | 116.54 |
| 液相分配率 | 0.25 | PV有效能损失/kW | 42.91 |
表6 渗透汽化-隔壁塔工艺的相关参数
Table 6 Parameters of PV-DWC process
| 参数 | 数值 | 参数 | 数值 |
|---|---|---|---|
| 进料量/(kg/h) | 1119.0 | 塔顶采出流率/(kg/h) | 29.5 |
| 操作压力/kPa | 101.325 | 侧线采出流率/(kg/h) | 80.5 |
| 总理论板数 | 70 | 塔底采出流率/(kg/h) | 1009.0 |
| 隔板位置 | 29~58 | 塔顶甲醇质量回收率/% | 99.00 |
| 预分馏段理论板数 | 30 | 侧采水含量/%(质量) | 29.88 |
| 侧线采出位置 | 47 | 冷凝器热负荷/kW | -133 |
| 进料位置 | 36 | 再沸器热负荷/kW | 212 |
| 回流比 | 15.45 | 渗透汽化能量/kW | 356 |
| 汽相分配率 | 0.70 | DWC有效能损失/kW | 116.54 |
| 液相分配率 | 0.25 | PV有效能损失/kW | 42.91 |
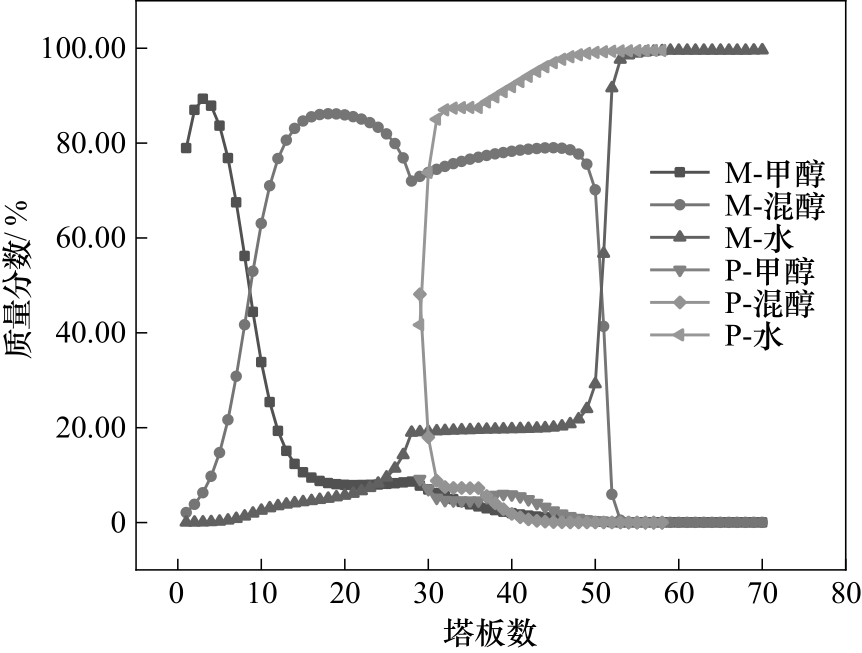
图8 隔壁塔中主要组分分布
Fig.8 Distribution of main components in the dividing wall column

图9 直接两塔精馏工艺流程的示意图
Fig.9 Schematic diagram of direct two-column rectification process flow
| 参数 | C1 | C2 |
|---|---|---|
| 进料量/(kg/h) | 5000.0 | — |
| 操作压力/kPa | 101.325 | 101.325 |
| 理论板数 | 28 | 40 |
| 进料位置 | 8 | 28 |
| 回流比 | 4.10 | 12.80 |
| 塔顶采出流率/(kg/h) | 115.0 | 31.0 |
| 甲醇质量回收率/% | — | 99.00 |
| 塔釜水含量/%(质量) | 99.50 | 32.44 |
| 塔底采出流率/(kg/h) | 4885.0 | 84.0 |
| 再沸器热负荷/kW | 556 | 119 |
| 冷凝器热负荷/kW | -197 | -118 |
| 有效能损失/kW | 284.19 | 9.66 |
表7 工艺D的最佳工艺参数
Table 7 Optimum process parameters of process D
| 参数 | C1 | C2 |
|---|---|---|
| 进料量/(kg/h) | 5000.0 | — |
| 操作压力/kPa | 101.325 | 101.325 |
| 理论板数 | 28 | 40 |
| 进料位置 | 8 | 28 |
| 回流比 | 4.10 | 12.80 |
| 塔顶采出流率/(kg/h) | 115.0 | 31.0 |
| 甲醇质量回收率/% | — | 99.00 |
| 塔釜水含量/%(质量) | 99.50 | 32.44 |
| 塔底采出流率/(kg/h) | 4885.0 | 84.0 |
| 再沸器热负荷/kW | 556 | 119 |
| 冷凝器热负荷/kW | -197 | -118 |
| 有效能损失/kW | 284.19 | 9.66 |
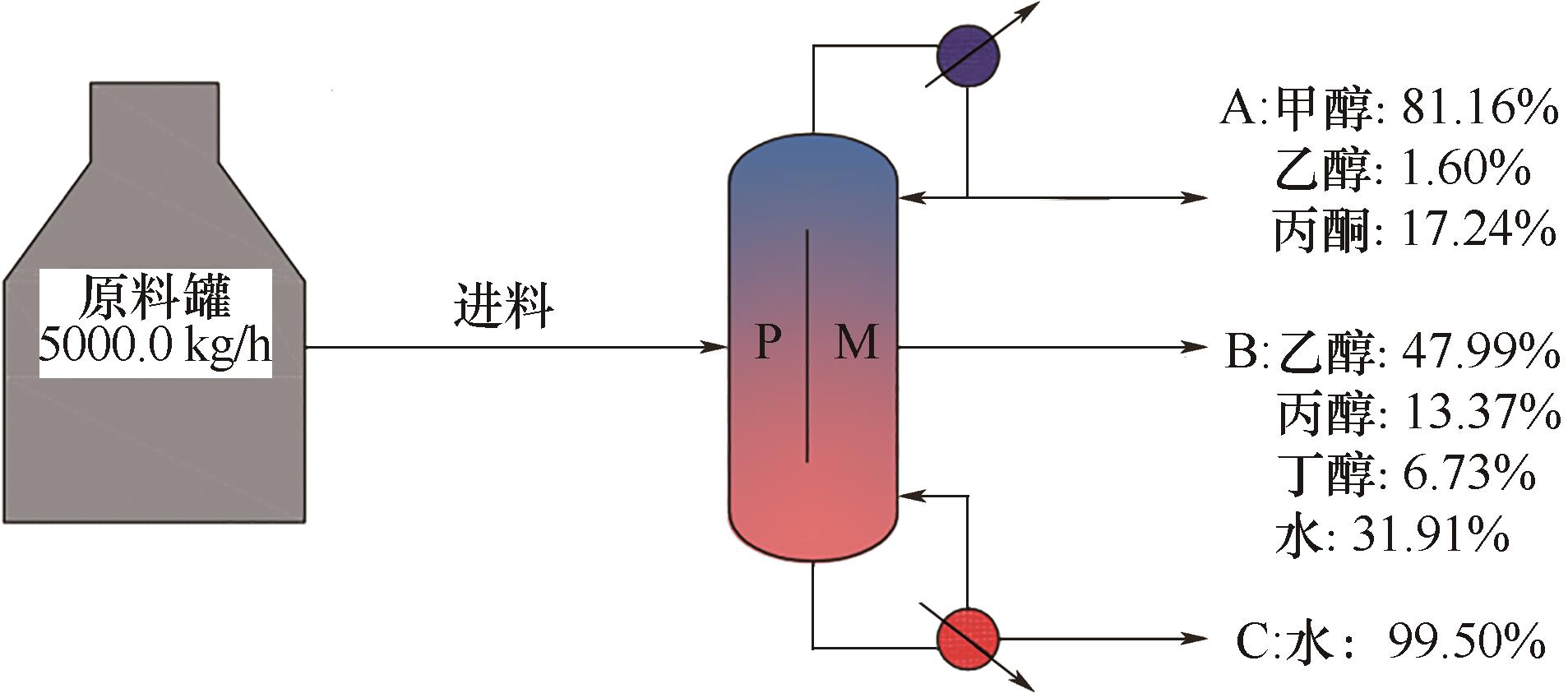
图10 直接隔壁塔精馏工艺流程示意图
Fig.10 Schematic diagram of direct dividing wall column rectification process flow
| 参数 | 数值 | 参数 | 数值 |
|---|---|---|---|
| 进料量/(kg/h) | 5000.0 | 液相分配率 | 0.30 |
| 操作压力/kPa | 101.325 | 塔顶采出流率/(kg/h) | 31.0 |
| 总理论板数 | 70 | 侧线采出流率/(kg/h) | 84.0 |
| 隔板位置 | 29~58 | 塔底采出流率/(kg/h) | 4885.0 |
| 预分馏段理论板数 | 30 | 塔顶甲醇质量回收率/% | 99.00 |
| 侧线采出位置 | 48 | 侧采水含量/%(质量) | 31.91 |
| 进料位置 | 36 | 冷凝器热负荷/kW | -385 |
| 回流比 | 43.75 | 再沸器热负荷/kW | 744 |
| 汽相分配率 | 0.70 | 有效能损失/kW | 396.79 |
表8 直接隔壁塔精馏工艺的最佳工艺参数
Table 8 Optimum process parameters of direct dividing wall column distillation process
| 参数 | 数值 | 参数 | 数值 |
|---|---|---|---|
| 进料量/(kg/h) | 5000.0 | 液相分配率 | 0.30 |
| 操作压力/kPa | 101.325 | 塔顶采出流率/(kg/h) | 31.0 |
| 总理论板数 | 70 | 侧线采出流率/(kg/h) | 84.0 |
| 隔板位置 | 29~58 | 塔底采出流率/(kg/h) | 4885.0 |
| 预分馏段理论板数 | 30 | 塔顶甲醇质量回收率/% | 99.00 |
| 侧线采出位置 | 48 | 侧采水含量/%(质量) | 31.91 |
| 进料位置 | 36 | 冷凝器热负荷/kW | -385 |
| 回流比 | 43.75 | 再沸器热负荷/kW | 744 |
| 汽相分配率 | 0.70 | 有效能损失/kW | 396.79 |
| 工艺 | D | DWC | PV-D | PV-DWC |
|---|---|---|---|---|
| 能耗/kW | 675 | 744 | 624 | 568 |
| 节能率/% | — | -10.22 | 7.56 | 15.85 |
| 有效能损失/kW | 293.85 | 396.79 | 134.47 | 159.45 |
| 混醇产品含水量/% | 32.44 | 31.91 | 20.98 | 29.88 |
| 混醇产品流率(B)/(kg/h) | 84.0 | 84.0 | 80.5 | 80.5 |
| 塔顶乙醇含量/% | 3.05 | 1.60 | 2.37 | 2.10 |
| 塔顶产品流率(A)/(kg/h) | 31.0 | 31.0 | 29.5 | 29.5 |
| 塔釜水含量/% | 99.50 | 99.50 | 99.50 | 99.50 |
| 塔釜产品流率(C)/(kg/h) | 4885.0 | 4885.0 | 1009.0 | 1009.0 |
表9 四种分离工艺的主要参数对比
Table 9 Comparison of main parameters of four separation processes
| 工艺 | D | DWC | PV-D | PV-DWC |
|---|---|---|---|---|
| 能耗/kW | 675 | 744 | 624 | 568 |
| 节能率/% | — | -10.22 | 7.56 | 15.85 |
| 有效能损失/kW | 293.85 | 396.79 | 134.47 | 159.45 |
| 混醇产品含水量/% | 32.44 | 31.91 | 20.98 | 29.88 |
| 混醇产品流率(B)/(kg/h) | 84.0 | 84.0 | 80.5 | 80.5 |
| 塔顶乙醇含量/% | 3.05 | 1.60 | 2.37 | 2.10 |
| 塔顶产品流率(A)/(kg/h) | 31.0 | 31.0 | 29.5 | 29.5 |
| 塔釜水含量/% | 99.50 | 99.50 | 99.50 | 99.50 |
| 塔釜产品流率(C)/(kg/h) | 4885.0 | 4885.0 | 1009.0 | 1009.0 |
| 1 | Wen X, Zhang Y H, Liu C C, et al. Performance of hierarchical ZSM-5 supported cobalt catalyst in the Fischer-Tropsch synthesis[J]. Journal of Fuel Chemistry and Technology, 2017, 45(8): 950-955. |
| 2 | 张琪, 王涛, 张雪冰, 等. 费托合成产物中含氧组分资源化利用技术进展[J]. 化工进展, 2020, 39(8): 3320-3332. |
| Zhang Q, Wang T, Zhang X B, et al. Advances in resource utilization of oxygenated compounds in Fischer-Tropsch synthesis products[J]. Chemical Industry and Engineering Progress, 2020, 39(8): 3320-3332. | |
| 3 | Majone M, Aulenta F, Dionisi D, et al. High-rate anaerobic treatment of Fischer-Tropsch wastewater in a packed-bed biofilm reactor[J]. Water Research, 2010, 44(9): 2745-2752. |
| 4 | 公磊, 吴秀章, 卢卫民, 等. 煤基高温费托合成技术进展[J]. 化工进展, 2016, 35(S1): 122-129. |
| Gong L, Wu X Z, Lu W M, et al. Advances in the coal based high-temperature Fischer-Tropsch synthesis[J]. Chemical Industry and Engineering Progress, 2016, 35(S1): 122-129. | |
| 5 | 吴丽, 任云霞, 董桂燕, 等. Fenton-UASB-生物接触氧化处理Fischer-Tropsch合成废水的研究[J]. 燃料化学学报, 2010, 38(4): 508-512. |
| Wu L, Ren Y X, Dong G Y, et al. Study on Fischer-Tropsch synthesis waste water treatment by Fenton-UASB-biological contact oxidation[J]. Journal of Fuel Chemistry and Technology, 2010, 38(4): 508-512. | |
| 6 | 孙启文, 王燕, 黄海, 等. 一种费托合成反应水的处理方法: 1696082A[P]. 2005-11-16. |
| Sun Q W, Wang Y, Huang H,et al. Method for treating water reacted from Fischer-Tropsch synthesis: 1696082A[P]. 2005-11-16. | |
| 7 | 杨正伟, 孙启文, 张宗森. 连续精馏分离高温费托合成反应水中的含氧有机物[J]. 化学工程, 2014, 42(10): 29-33, 40. |
| Yang Z W, Sun Q W, Zhang Z S. Separation of organic compounds from high-temperature Fischer-Tropsch reaction water by continuous distillation[J]. Chemical Engineering (China), 2014, 42(10): 29-33, 40. | |
| 8 | 张宏勋, 王天贵, 张秋香. 费托反应水中有机物初步分离的模拟研究[J]. 化学工程师, 2007, 21(11): 13-16. |
| Zhang H X, Wang T G, Zhang Q X. Simulation study on organics separation from Fischer-Tropsch reaction water[J]. Chemical Engineer, 2007, 21(11): 13-16. | |
| 9 | Djas M, Henczka M. Reactive extraction of carboxylic acids using organic solvents and supercritical fluids: a review[J]. Separation and Purification Technology. 2018, 201: 106-119. |
| 10 | Rocha M A A, Raeissi S, Hage P, et al. Recovery of volatile fatty acids from water using medium-chain fatty acids and a cosolvent[J]. Chemical Engineering Science. 2017, 165: 74-80. |
| 11 | Saboe P O, Manker L P, Michener W E, et al. In situ recovery of bio-based carboxylic acids[J]. Green Chemistry, 2018, 20(8): 1791-1804. |
| 12 | 马爱华, 云志. 费托合成水相副产物中具有共沸组成的低碳混合醇-水体系分离方法的研究进展[J]. 石油学报(石油加工), 2013, 29(4): 738-743. |
| Ma A H, Yun Z. Research progress of separation technologies for azeotropic mixture of lower alcohols-water system of the by-product in water of Fischer-Tropsch synthesis[J]. Acta Petrolei Sinica (Petroleum Processing Section), 2013, 29(4): 738-743. | |
| 13 | 李春利, 张乾龙, 郭中山, 等. 费托合成水中混合醇初步分离工艺的实验与模拟[J]. 煤炭学报, 2020, 45(4): 1319-1326. |
| Li C L, Zhang Q L, Guo Z S, et al. Experiment and simulation of preliminary separation process of mixed alcohols in Fischer-Tropsch water[J]. Journal of China Coal Society, 2020, 45(4): 1319-1326. | |
| 14 | Fang J, Li Z Y, Huang G M, et al. Externally heat-integrated multiple diabatic distillation columns (EHImxDC): basic concept and general characteristics[J]. Industrial & Engineering Chemistry Research, 2020, 59(4): 1668-1681. |
| 15 | 王晓红, 张远鹏, 于新帅, 等. 精馏-膜分离技术集成过程研究进展[J]. 化工进展, 2018, 37(S1): 12-18. |
| Wang X H, Zhang Y P, Yu X S, et al. Research progress of hybrid distillation-membrane separation process[J]. Chemical Industry and Engineering Progress, 2018, 37(S1): 12-18. | |
| 16 | Skiborowski M, Wessel J, Marquardt W. Efficient optimization-based design of membrane-assisted distillation processes[J]. Industrial & Engineering Chemistry Research, 2014, 53(40): 15698-15717. |
| 17 | Li H, Guo C, Guo H, et al. Methodology for design of vapor permeation membrane-assisted distillation processes for aqueous azeotrope dehydration[J]. Journal of Membrane Science. 2019, 579: 318-328. |
| 18 | Wu K, Li H, Li X, et al. Inter‐integration reactive distillation with vapor permeation for ethyl levulinate production: modeling, process analysis and design[J]. Chemical Engineering Science, 2021, 245: 116962. |
| 19 | Han W T, Han Z W, Gao X C, et al. Inter‐integration reactive distillation with vapor permeation for ethyl levulinate production: equipment development and experimental validating[J]. AIChE Journal, 2022, 68(2): e17441. |
| 20 | 胡子益, 李洪波, 谭宇鑫, 等. 分子筛膜-精馏耦合用于费托合成水相副产物混合醇回收的工艺流程模拟[J]. 化工进展, 2016, 35(S2): 56-60. |
| Hu Z Y, Li H B, Tan Y X, et al. Zeolite membrane dehydration and distillation coupling process simulation of F-T water by-product recovery[J]. Chemical Industry and Engineering Progress, 2016, 35(S2): 56-60. | |
| 21 | 汪俊锋, 王红星, 杨金杯, 等. 费托合成水相副产物混合醇分离脱水工艺模拟及优化[J]. 计算机与应用化学, 2015, 32(5): 567-571. |
| Wang J F, Wang H X, Yang J B, et al. F-T of mixed alcohol aqueous by-product separation dehydration technology simulation and optimization[J]. Computers and Applied Chemistry, 2015, 32(5): 567-571. | |
| 22 | 汪旭, 蒋晓伟. 精馏-渗透汽化联合工艺在费托合成水回收醇类产品中的应用[J]. 化工设计, 2019, 29(3): 3-7, 25. |
| Wang X, Jiang X W. Application of distillation-pervaporation combined process in Fischer-Tropsch water for alcohol products recovery[J]. Chemical Engineering Design, 2019, 29(3): 3-7, 25. | |
| 23 | 李玲, 柴士阳, 刘来春, 等. 费托合成水相副产物混合醇渗透蒸发分离工艺[J]. 化工进展, 2017, 36(6): 2086-2093. |
| Li L, Chai S Y, Liu L C, et al. Study on separation of mixed alcohol from water phase by-product in the F-T synthesis by pervaporation technology[J]. Chemical Industry and Engineering Progress, 2017, 36(6): 2086-2093. | |
| 24 | Li Y K, Shen J, Guan K C, et al. PEBA/ceramic hollow fiber composite membrane for high-efficiency recovery of bio-butanol via pervaporation[J]. Journal of Membrane Science, 2016, 510: 338-347. |
| 25 | Cheng C, Liu F F, Yang H K, et al. High-performance n-butanol recovery from aqueous solution by pervaporation with a PDMS mixed matrix membrane filled with zeolite[J]. Industrial & Engineering Chemistry Research, 2020, 59(16): 7777-7786. |
| 26 | Lv B D, Liu G P, Dong X L, et al. Novel reactive distillation-pervaporation coupled process for ethyl acetate production with water removal from reboiler and acetic acid recycle[J]. Industrial & Engineering Chemistry Research, 2012, 51(23): 8079-8086. |
| 27 | Lovasz A, Mizsey P, Fonyo Z. Methodology for parameter estimation of modelling of pervaporation in flowsheeting environment[J]. Chemical Engineering Journal, 2007, 133(1/2/3): 219-227. |
| 28 | Koch K, Sudhoff D, Kreiß S, et al. Optimisation-based design method for membrane-assisted separation processes[J]. Chemical Engineering and Processing: Process Intensification, 2013, 67: 2-15. |
| 29 | 赵月红, 温浩, 许志宏. Aspen Plus用户模型开发方法探讨[J]. 计算机与应用化学, 2003, 20(4): 435-438. |
| Zhao Y H, Wen H, Xu Z H. Discussions on development of user models for Aspen Plus[J]. Computers and Applied Chemistry, 2003, 20(4): 435-438. | |
| 30 | Rom A, Miltner A, Wukovits W, et al. Energy saving potential of hybrid membrane and distillation process in butanol purification: experiments, modelling and simulation[J]. Chemical Engineering and Processing: Process Intensification, 2016, 104: 201-211. |
| 31 | Liang J, Wang H H, Wang Z, et al. Optimal separation of acetonitrile and pyridine from industrial wastewater[J]. Chemical Engineering Research and Design, 2021, 169: 54-65. |
| 32 | Wang S, Dai Y, Ma Z Y, et al. Application of energy-saving hybrid distillation-pervaporation process for recycling organics from wastewater based on thermoeconomic and environmental analysis[J]. Journal of Cleaner Production, 2021, 294: 126297. |
| 33 | Zhang H R, Wang S, Tang J X, et al. Multi-objective optimization and control strategy for extractive distillation with dividing-wall column/pervaporation for separation of ternary azeotropes based on mechanism analysis[J]. Energy, 2021, 229: 120774. |
| 34 | 方静, 相宁, 李晓春, 等. Kaibel隔壁塔用于四组分精馏的模拟优化和实验研究[J]. 化工进展, 2018, 37(5): 1646-1654. |
| Fang J, Xiang N, Li X C, et al. Optimization and experimental study of Kaibel dividing-wall column for separating a quaternary system[J]. Chemical Industry and Engineering Progress, 2018, 37(5): 1646-1654. | |
| 35 | Cai D, Hu S, Miao Q, et al. Two-stage pervaporation process for effective in situ removal acetone-butanol-ethanol from fermentation broth[J]. Bioresource Technology, 2017, 224: 380-388. |
| 36 | Navarro-Amorós M A, Ruiz-Femenia R, Caballero J A. A new technique for recovering energy in thermally coupled distillation using vapor recompression cycles[J]. AIChE Journal, 2013, 59(10): 3767-3781. |
| [1] | 邵苛苛, 宋孟杰, 江正勇, 张旋, 张龙, 高润淼, 甄泽康. 水平方向上冰中受陷气泡形成和分布实验研究[J]. 化工学报, 2023, 74(S1): 161-164. |
| [2] | 吴延鹏, 李晓宇, 钟乔洋. 静电纺丝纳米纤维双疏膜油性细颗粒物过滤性能实验分析[J]. 化工学报, 2023, 74(S1): 259-264. |
| [3] | 赵亚欣, 张雪芹, 王荣柱, 孙国, 姚善泾, 林东强. 流穿模式离子交换层析去除单抗聚集体[J]. 化工学报, 2023, 74(9): 3879-3887. |
| [4] | 何松, 刘乔迈, 谢广烁, 王斯民, 肖娟. 高浓度水煤浆管道气膜减阻两相流模拟及代理辅助优化[J]. 化工学报, 2023, 74(9): 3766-3774. |
| [5] | 王俐智, 杭钱程, 郑叶玲, 丁延, 陈家继, 叶青, 李进龙. 离子液体萃取剂萃取精馏分离丙酸甲酯+甲醇共沸物[J]. 化工学报, 2023, 74(9): 3731-3741. |
| [6] | 李艺彤, 郭航, 陈浩, 叶芳. 催化剂非均匀分布的质子交换膜燃料电池操作条件研究[J]. 化工学报, 2023, 74(9): 3831-3840. |
| [7] | 胡建波, 刘洪超, 胡齐, 黄美英, 宋先雨, 赵双良. 有机笼跨细胞膜易位行为的分子动力学模拟研究[J]. 化工学报, 2023, 74(9): 3756-3765. |
| [8] | 齐聪, 丁子, 余杰, 汤茂清, 梁林. 基于选择吸收纳米薄膜的太阳能温差发电特性研究[J]. 化工学报, 2023, 74(9): 3921-3930. |
| [9] | 刘爽, 张霖宙, 许志明, 赵锁奇. 渣油及其组分黏度的分子层次组成关联研究[J]. 化工学报, 2023, 74(8): 3226-3241. |
| [10] | 胡亚丽, 胡军勇, 马素霞, 孙禹坤, 谭学诣, 黄佳欣, 杨奉源. 逆电渗析热机新型工质开发及电化学特性研究[J]. 化工学报, 2023, 74(8): 3513-3521. |
| [11] | 张佳怡, 何佳莉, 谢江鹏, 王健, 赵鹬, 张栋强. 渗透汽化技术用于锂电池生产中N-甲基吡咯烷酮回收的研究进展[J]. 化工学报, 2023, 74(8): 3203-3215. |
| [12] | 张瑞航, 曹潘, 杨锋, 李昆, 肖朋, 邓春, 刘蓓, 孙长宇, 陈光进. ZIF-8纳米流体天然气乙烷回收工艺的产品纯度关键影响因素分析[J]. 化工学报, 2023, 74(8): 3386-3393. |
| [13] | 邢雷, 苗春雨, 蒋明虎, 赵立新, 李新亚. 井下微型气液旋流分离器优化设计与性能分析[J]. 化工学报, 2023, 74(8): 3394-3406. |
| [14] | 张贲, 王松柏, 魏子亚, 郝婷婷, 马学虎, 温荣福. 超亲水多孔金属结构驱动的毛细液膜冷凝及传热强化[J]. 化工学报, 2023, 74(7): 2824-2835. |
| [15] | 文兆伦, 李沛睿, 张忠林, 杜晓, 侯起旺, 刘叶刚, 郝晓刚, 官国清. 基于自热再生的隔壁塔深冷空分工艺设计及优化[J]. 化工学报, 2023, 74(7): 2988-2998. |
| 阅读次数 | ||||||
|
全文 |
|
|||||
|
摘要 |
|
|||||
 京公网安备 11010102001995号
京公网安备 11010102001995号

